طريقة لرصد الانحرافات عن الاستقامة وأداة لتنفيذها. أنظمة الليزر لفحص الاستقامة، وقياس الاستواء، والتحقق من التوازي، والتحقق من الاستواء بمقياس الاستشعار والحافة المستقيمة
لفئة:
مساعدة عامل الأداة
أدوات للتحقق من الاستقامة والتسطيح
للتحكم في التسطيح والاستقامة، يتم استخدام الحواف المستقيمة والألواح والألواح الزجاجية المسطحة والعديد من الأجهزة ذات الأغراض الخاصة.
تعتبر المساطر من أنواع LD وLT وLC هي الأدوات الأكثر شيوعًا للتحقق من الاستقامة. يطلق عليهم حكام النمط. أنها تأتي مع شطبة على الوجهين، الثلاثي ورباعي السطوح. إنها مصنوعة من فئتي الدقة 0 و1 من الفولاذ من الدرجة X أو ShKh15 وتمت معالجتها بالحرارة حتى تصل إلى صلابة HRC 58.
عند فحص أدوات القياس، يتم استخدام مساطر فئة الدقة 0.
يتم التحكم في استقامة الأسطح باستخدام المساطر بطريقتين: ضد الضوء وضد الطلاء. عند اختبار الإرسال، يتم وضع مسطرة ذات حافة حادة على السطح الذي يتم اختباره، ويتم وضع مصدر الضوء خلفها. في حالة عدم وجود انحرافات عن الاستقامة والتسطيح، يجب ألا يخترق الضوء في أي مكان. يتم تحديد الانحراف الخطي بالعين أو بالمقارنة مع عينة التجويف. الحد الأدنى لعرض الشق الذي يمكن اكتشافه بالعين هو 3-5 ميكرومتر.
تظهر في الشكل أمثلة للتحكم في الأسطح المعالجة باستخدام مساطر النمط. 1، أ - د.
عند الاختبار باستخدام طريقة الطلاء، يتم وضع طبقة رقيقة من التزجيج أو السخام المخفف بالزيت على السطح على لوح سطحي أو مسطرة، ثم يتم تطبيق السطح الذي يتم اختباره على السطح المطلي وفركه برفق. يتم تقييم جودة السطح من خلال تجانس البقع وعددها على مساحة 25 × 25 ملم في عدة أماكن. يجب ألا يزيد الفرق في عدد المواقع عن المناطق المجاورة عن اثنين أو ثلاثة.

أرز. 1. أمثلة على التحكم بالمساطر.
تُستخدم المساطر من الأنواع ShP وShD وShM وUT ذات مستوى عمل عريض للتحكم في استقامة واستواء الأجزاء الكبيرة (400 مم أو أكثر). يطلق عليهم حواف مستقيمة.
إن مساطر ShP وShD من فئات الدقة 0، و1، و2 مصنوعة من الفولاذ من الدرجة U7 مع صلابة سطح العمل HRC50. يتجولون للتحكم في الاستقامة باستخدام طريقة النقل أو باستخدام مقياس المحسس.
خطوط أنواع ShM وUT من نفس فئات الدقة مصنوعة من الحديد الزهر الرمادي SCh18-36 أو الحديد الزهر عالي القوة VCh45-5 مع صلابة HB 170...229. وهي مخصصة للتحكم باستخدام طريقة الطلاء.
تُستخدم الألواح السطحية للتحقق من التسطيح باستخدام طريقة الطلاء ولاستخدامها كجهاز مساعد أثناء عمليات التحكم المختلفة.
يتم تصنيع لوحات التحقق في خمس فئات دقة: 01، 0، 1، 2 و 3. يجب أن يتم كشط أسطح عمل الألواح المراد فحصها باستخدام طريقة الطلاء وأن تكون ذات تسطيح دقيق، ويتم تحقيق ذلك عن طريق الكشط باستخدام طريقة الألواح الثلاثة. يمكن أن تكون الألواح السطحية المخصصة لأغراض أخرى مطحونة أو ملفوفة. يمكن إنتاج لوحات العلامات عن طريق التخطيط النهائي. يمكن تقسيم سطح العمل الخاص بهم إلى مستطيلات بواسطة الأخاديد الطولية والعرضية الضحلة.

أرز. 2. لوحات الاختبار.
عند التحقق من استواء وجودة أسطح العمل للألواح المكشوطة باستخدام طريقة الطلاء، يجب أن يكون عدد البقع في المربع الذي يبلغ جانبه 25 مم: لألواح الفئتين 01 و0 - لا تقل عن 30، الفئة 1 - لا يقل عن 25 والفئة 2 - لا يقل عن 20.
الألواح ذات الأبعاد من 250 × 250 مم إلى 4000 × 1600 مم مصنوعة من حديد الزهر اللؤلؤي الرمادي SCh28-52 بدون شوائب صلبة ومسامية. يجب أن تكون صلابة سطح العمل HB 200…220.
عند الاختبار باستخدام طريقة الطلاء، يتم وضع لوحة (أو جزء) ذات سطح يمكن التحكم فيه على سطح العمل للبلاطة ويتم فركها قليلاً. يتم تقييم الاستواء والاستقامة من خلال تجانس البقع وعددها على مساحة 25 × 25 ملم في عدة أماكن.
ألواح زجاجية مسطحة. لقياس كتل القياس والتحكم في قابلية الطحن والتسطيح لأسطح القياس الخاصة بها، وكذلك أسطح أجهزة القياس والأدوات الأخرى، يتم استخدام ألواح زجاجية مسطحة.
اعتمادًا على الغرض، يتم التمييز بين نوعين من اللوحات: - اللوحات السفلية (الداعمة)، والتي يتم تأريض كتل القياس الموازية لها عند قياسها باستخدام طريقة التداخل. تُستخدم هذه اللوحات أيضًا للتحقق من قابلية الطحن والتسطيح لأسطح القياس لكتل القياس والمقاييس والأدوات الأخرى. وهي متوفرة بأقطار 60، 80، 100، 120 ملم وسمك 20، 25 و30 ملم؛ - الأجزاء العلوية لقياس كتل القياس المتوازية للمستوى باستخدام طريقة التداخل.

أرز. 3. ألواح زجاجية مسطحة.
يجب ألا تتجاوز الانحرافات عن استواء أسطح العمل 0.03-0.05 ميكرون للألواح من الدرجة الأولى و0.1 ميكرون للألواح من فئة الدقة الثانية.
وفقًا للمعيار، تنتج الصناعة ألواح زجاجية متوازية المستوى ومجموعات منها للتحقق من التسطيح والتوازي المتبادل لأسطح قياس الميكرومتر وأقواس الرافعة باستخدام طريقة التداخل. تتكون المجموعات من أربع لوحات بقطر 30 و40 و50 ملم. يختلف سمك الصفائح عن بعضها البعض بمقدار 0.125 ملم. لذلك، في المجموعة رقم 1 من الفئة 1، تحتوي اللوحات على الأبعاد التالية: 15.00؛ 15.12؛ 15.25 و 15.37 ملم.
جوهر طريقة التحكم في التداخل هو كما يلي. يتم وضع لوحة زجاجية مسطحة بإحكام على السطح المتحكم فيه ثم يتم رفع إحدى حوافها قليلاً حتى تتشكل زاوية أقل من G. ويتم إنشاء طبقة هوائية رفيعة على شكل إسفين بين السطح المتحكم فيه واللوحة. إذا تم توجيه شعاع من الأشعة الضوئية نحو لوح زجاجي، فإن كل شعاع يمر عبر اللوحة سوف ينعكس من مستواه السفلي FH عند النقطة A، وينكسر جزء منها ويسقط على السطح المتحكم فيه، وينعكس من عليه، وبعد أن ينكسر عند النقطة ب، سيخرج من الإسفين . شعاع، على سبيل المثال، سوف يتداخل مع شعاع يسقط على النقطة C. وسيتم ملاحظة عدد من هامش التداخل على السطح. في وضح النهار، يتم رسمها بألوان مختلفة، وإذا كنت تستخدم ضوءًا موحدًا، وتمريره عبر مرشح أخضر أو أصفر، فسترى تناوبًا بين الخطوط السوداء مع الخطوط ذات الألوان الزاهية في أي لون محدد.
يتم وضع حدود التداخل بحيث تكون المسافة من سطح اللوحة إلى السطح المتحكم فيه هي نفسها على طول كل منها. تتوافق المسافة بين الخطين مع تغير في سمك إسفين الهواء بمقدار 0.25 ميكرومتر. ولذلك، فإن التغيير في سمك إسفين الهواء بين اللوحة والسطح المتحكم فيه بمقدار 1 ميكرومتر يتوافق مع ظهور أربعة خطوط.
في الحالات التي يكون فيها السطح الذي تم اختباره مستويًا تمامًا (يبلغ الانحراف عن توازي المستوى حوالي 0.25 ميكرومتر)، عند نقطة تلامس السطحين، ستكون الخطوط المرصودة مستقيمة ومتوازية. في نفس الحالات، عندما يتم ضبط السطح المتحكم فيه على دقة لوحة زجاجية، سوف تختفي حواف التداخل وسيتم ملاحظة لون موحد من نفس اللون. عند فحص الأسطح المصنعة مع الانحرافات، لوحظ تشويه هامش التداخل. من خلال طبيعة انحناءها، من الممكن الحكم على التحدب أو تقعر السطح وتحديد حجم هذا الانحراف عن التسطيح بسهولة.

أرز. 4. جوهر طريقة التحكم في التداخل.
يظهر في الشكل سطحين للاختبار، محدب ومقعر. 4، ب. لتحديد ما إذا كان هناك سطح محدب أو مقعر على السطح، تحتاج إلى تحديد موضع الإسفين، ويتم توجيه توسعه في الاتجاه الذي تتحرك فيه الخطوط عند الضغط برفق على اللوحة الزجاجية. إذا كان تحدب أهداب التداخل موجهاً نحو تمدد الإسفين فإن السطح يكون محدباً، أما إذا كان مقعراً فإن السطح مقعر.
ويمكن تحديد مقدار الانحناء على النحو التالي. إذا رسمت عقليًا خطًا مستقيمًا يلامس الشريط في المنتصف، فيمكنك أن ترى أن حواف الشريط قد تم إزاحتها بالنسبة للوسط بمقدار شريط واحد، أي أن المسافة بين أسطح الجزء واللوحة تتغير بمقدار 0.25 ميكرون . ولذلك، فإن قيمة التحدب هي 0.25 ميكرومتر. من الشكل. 4، ج من الواضح أن السطح المتحكم فيه يحتوي على تقعر نصف شريط، أي 0.125 ميكرومتر.
يتم استخدام طريقة التداخل للتحكم في الأسطح بأبعاد تصل إلى 100X100 مم.
بالنسبة للنمط والعمل الآلي ووضع العلامات في الهندسة الميكانيكية، يتم استخدام الحواف المستقيمة والألواح ومربعات النمط على نطاق واسع. وهي مصممة لمراقبة الانحرافات عن الاستقامة والتسطيح وعمودية زوايا الميل.
وفقًا لـ GOST 8026–92 "مساطر القياس. تحديد” حواف مستقيمة من الصلبيتم إنتاج 6 أنواع (الشكل 10.42): مع مشطوف مزدوج الجوانب LD، مثلث LT، رباعي السطوح LC، مقطع مستطيل ShP وShPKh مطلي بالكروم، I-section ShD. جميعها مقسمة إلى منقوشة (أنواع LD، LT، LC) وبسطح عمل واسع (SHP، SHПХ، SHД).
يستثني الحكام الصلبمتاح الحديد الزهرمساطر ذات سطح عريض: جسور ShM وUT مثلثية و حجر صلب(ShP – TK، ShM – TK، UT – TK). يتراوح طول المساطر من 80 إلى 4000 ملم.
يتم تصنيع خطوط النوعين ShM وUT في نسختين: مع الكشط اليدوي ومع أسطح العمل المعالجة ميكانيكيًا. خشونة أسطح العمل ر 0.04...0.63 ميكرومتر حسب نوع المسطرة ودرجة دقتها.
اعتمادًا على دقة تصنيع المساطر، يتم تخصيص فئات الدقة المناسبة لها: بالنسبة إلى مساطر النمط - فئة 0 أو 1، وبالنسبة للمساطر من نوع ShP؛ ШД و ШM – 00؛ 0; 01؛ الصف الأول والثاني.
يجب أن يكون متوسط العمر التشغيلي الكامل للمساطر الفولاذية 8 سنوات على الأقل، والمساطر الحجرية الصلبة - 10 سنوات على الأقل.
يعتمد خطأ التحكم باستخدام الحواف المستقيمة على طريقة التحكم المستخدمة وخبرة المشغل وظروف التحكم وهو 1...5 ميكرومتر.
يتم التحكم في الانحرافات عن الاستقامة والمستوى ذو الحواف المستقيمة باستخدام إحدى الطرق الثلاث: "من خلال الضوء" أو طريقة "الانحرافات الخطية" أو "بالطلاء".
عند التحقق من "الإرسال"، يتم وضع مسطرة نمط ذات حافة حادة على السطح المتحكم فيه (الشكل 10.43، أ)، ويتم وضع مصدر الضوء خلف المسطرة والأجزاء (الشكل 10.43، ب). إذا لم يكن هناك انحراف عن الاستقامة أو التسطيح، فلا ينبغي للضوء أن يخترق الفجوة بين المسطرة والسطح. يتم تحديد الانحراف الخطي بالعين (الشكل 10.43، الخامس) أو المقارنة مع العينات اللمعية. يمكن أن تكون مقاييس طول المقياس بمثابة عينات خلوص (الشكل 10.43، ز). الحد الأدنى لعرض الشق الذي تحدده العين هو 3-5 ميكرومتر. يمكن إجراء الفحص على الأسطح المفتوحة وفي الزوايا (الشكل 10.43، د).
يظهر مخطط التحكم باستخدام المساطر ذات سطح العمل الواسع وأطوال القياس في الشكل 10.44. عند التحقق من استقامة الجزء 1 في الاتجاه xxيتم وضع المسطرة 3 على قياسين نهائيين متطابقين 2، يقعان على مسافة 0.233 مرة طول المسطرة من طرفيها. يتم أخذ السطح السفلي للمسطرة 3 بسطح عمل واسع كقاعدة قياس. يتم تحديد الانحراف عن الاستقامة باستخدام كتل قياس أو مقاييس محسوسة أو أداة قياس خاصة ذات رأس قياس 4. تنطبق الطريقة الموضحة لمراقبة الاستقامة على طول لا يزيد عن 2000 مم، حيث أنه مع المساطر الأطول يبدأ انحرافها في الحصول على تأثير كبير على دقة السيطرة.
يتم التحكم في الانحرافات عن التسطيح باستخدام طريقة "الطلاء" باستخدام مساطر من أنواع ShT وShD وShM وUT، وبالنسبة للمساطر من نوع ShM وUT، يجب كشط أسطح العمل. باستخدام طريقة التحكم هذه، يتم تغطية سطح عمل المسطرة بطبقة رقيقة من الطلاء (على سبيل المثال، خليط من اللون الأزرق البروسي أو السخام مع زيت الآلة)، ويتم تحريكه على طول السطح الذي يتم التحكم فيه وعدد (مساحة) بقع الطلاء يتم تحديد ما تبقى على نتوءات هذا السطح في مربع 25 × 25 مم. يبلغ خطأ التحكم حوالي 3...5 ميكرون.
لوحات التحقق(الشكل 10.45) وفقًا لـ GOST 10905–86 "لوحات الاختبار ووضع العلامات. "المواصفات الفنية" مصنوعة من الحديد الزهر والجرانيت بمقاسات مختلفة من 250×250 ملم إلى 4000×1600 ملم. يجب أن تخضع أسطح العمل لألواح الحديد الزهر للتجريف اليدوي أو المعالجة الميكانيكية. تتوافق خشونة أسطح العمل لألواح الحديد الزهر والجرانيت المُشكلة مع Ra1.25...0.32 ميكرومتر.
فئات دقة الألواح – 000; 00; 0; 1؛ 2؛ 3.
يتم تعيين التسامح مع التسطيح اعتمادًا على فئة الدقة وحجم اللوح وهو، على سبيل المثال، لوح فئة الدقة 250 × 250000 - 1.2 ميكرون، ولللوح 2500 × 1600 من فئة الدقة الثالثة - 120 ميكرون.
الألواح مصنوعة من الحديد الزهر بخصائص فيزيائية وميكانيكية لا تقل عن تلك الموجودة في درجة SCh8 مع صلابة تبلغ 170...229 HB.
إن استخدام ألواح الجرانيت، التي تتميز بصلابة أكبر لسطح العمل، ومقاومة تآكل أعلى، وانخفاض درجة الحرارة والاعتماد على الاهتزاز، يجعل من الممكن زيادة دقة التحكم. ألواح الجرانيت مصنوعة من الدياباز، الجابرو و أنواع مختلفةالجرانيت ذو قوة ضغط لا تقل عن 264.9 ميجا باسكال.
الخطأ المسموح به في مراقبة الانحرافات هو 3...5 ميكرومتر.
بناء على طلب العميل، يمكن تقسيم أسطح العمل لألواح الحديد الزهر إلى مربعات ومستطيلات بواسطة الأخاديد الطولية والعرضية، وألواح الجرانيت - مع الأخاديد والثقوب الملولبة.
يبلغ متوسط عمر الخدمة الإجمالي للألواح 10 سنوات على الأقل.
يمكن التحقق من الانحرافات عن الاستقامة والتسطيح باستخدام الألواح باستخدام طرق مماثلة، مع مراعاة أنه بطرق مماثلة، مع مراعاة أن الجزء الذي يتم اختباره يجب ألا يكون أكبر في الحجم من أبعاد اللوحة ويجب أن يكون تكون قادرًا على تحديد الانحرافات باستخدام مجموعة من المجسات أو كتل القياس أو وسائل المقياس الخاصة عند استخدام طريقة الانحرافات الخطية ("من اللوحة"). خطأ التحكم، كقاعدة عامة، لا يتجاوز الأخطاء التي تم الحصول عليها عن طريق التحكم باستخدام الحواف المستقيمة.
فحص الطائرات الكبيرة باستخدام المسطرة والمؤشر.
إحدى الطرق الشائعة للتحكم في استقامة المستويات هي فحصها باستخدام مساطر التحكم. يمكن إجراء هذا الفحص "على الطلاء" أو باستخدام كتل قياس ومؤشر. عادةً ما يتم إجراء اختبار "الطلاء" باستخدام مساطر I-section من مصنع "Caliber". ومع ذلك، بالنسبة للأسطح الكبيرة، لا يمكن التوصية بهذا الفحص بسبب انحراف المساطر الطويلة عن وزنها. يمكن استخدام هذه الطريقة بنجاح لفحص الطائرات التي يصل طولها إلى 2500 مم، مع تفاوت استقامة يصل إلى 0.1 مم لكل 1 متر طول. مع تفاوتات أكثر صرامة، على سبيل المثال 0.03 ملم لكل 1 متر، يجب ألا يتجاوز طول المستوى الذي تم اختباره 1500 ملم.
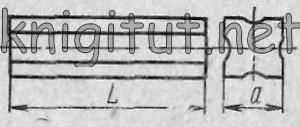
الطريقة الأكثر موضوعية هي التحقق من الطائرات الكبيرة باستخدام المسطرة والمؤشر. في هذه الحالة، يتم تثبيت مسطرة تحكم بطول 3-5 م على المستوى الذي يتم فحصه على دعامتين متماثلتين (على سبيل المثال، على مقياسين طرفيين) يقعان من طرفي المسطرة على مسافة p تساوي 0.22 من طولها الإجمالي . يتم قياس الانحرافات السطحية من خلال قراءات مؤشر يحرك طرف القياس على طول الجزء العلوي من المسطرة ويتم تثبيته على حامل يتحرك على طول السطح الذي يتم اختباره. في بعض الأحيان يتم قياس انحرافات السطح عن الاستقامة باستخدام طريقة الفحص هذه باستخدام كتل قياس، وقياس المسافة من المستوى السفلي للمسطرة إلى سطح المنتج.
يرتبط استخدام مساطر التحكم وأدوات القياس الكبيرة الأخرى بالحاجة إلى اتخاذ تدابير خاصة للقضاء على انحرافها الكبير عن تأثير وزنها. لذلك، على سبيل المثال، يمكن أن يصل الانحراف عن وزنه الخاص لحاكم التحكم في القسم I بطول 3000 مم، عندما تكون الدعامات في النهايات، إلى 0.3 مم، وللمساطر التي يبلغ طولها 6000 مم - ما يصل إلى 1.5 مم.
عند فحص، على سبيل المثال، أدلة سرير الآلة التي تحتوي على تقعر في المنتصف، فإن المسطرة المثبتة مباشرة على المستوى سوف تشوه نتائج الاختبار بشكل كبير بسبب الانحراف. للحصول على أقل انحراف عن استقامة مساطر التحكم تحت تأثير ثقلها، لا بد من وضع نقاط دعم المسطرة من أطرافها على مسافات تساوي 0.2232 من الطول الإجمالي للمسطرة، أو بمسافة تقريب كافٍ على مسافات 0.22 من طول المسطرة.
يتم التعبير عن سهم الانحراف عن وزن المسطرة الموجودة على دعامتين موجودتين في طرفيها بالصيغة
حيث P هو وزن سنتيمتر خطي واحد من المسطرة بالكيلو جرام/سم؛ l هو طول المسطرة بالسم؛ E هو معامل المرونة بالكيلوجرام/سم2؛ I هي لحظة القصور الذاتي في سم 4. إذا تم وضع هذه المسطرة على دعامتين يقعان من طرفيها على مسافات 0.2232 مرة طول المسطرة، فسيتم التعبير عن سهم الانحراف بالصيغة
 بمقارنة قيم f1 و f2 نحصل عليها
بمقارنة قيم f1 و f2 نحصل عليها 
وبالتالي فإن الترتيب الأمثل للدعامات المشار إليه يقلل من تأثير الانحراف مقارنة بترتيب الدعامات عند نهايات المسطرة بحوالي 48 مرة وفي الحالة المذكورة أعلاه يمكن تقليل انحراف المسطرة التي يبلغ طولها 6000 مم إلى 0.03 مم، و مسطرة بطول 3000 مم إلى 0.006 مم. كتلة قياس متوازية المستوى بطول 1000 مم ومقطع عرضي 9 × 35 مم، مدعومة بهذه الطريقة، يتناقص طولها عندما ينحرف عن وزنها بمقدار 0.2 ميكرومتر فقط. وبالمناسبة، فإن تخفيضه من وزنه في الوضع الرأسي يبلغ أيضًا 0.2 ميكرون. يتم تقليل نفس كتلة القياس التي يبلغ طولها 3000 مم مع الترتيب الأمثل للدعامات بسبب الانحراف بمقدار 2 ميكرومتر فقط. هذا الحجم من أخطاء القياس ليس لديه أهمية عملية، ويمكن تجاهله. يقتصر استخدام المساطر الطويلة على انحرافها عن وزنها؛ عادة على مصانع بناء الآلاتتُستخدم مساطر التحكم بطول يصل إلى 5000 مم فقط.
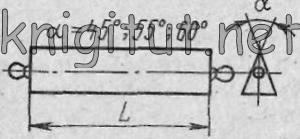
للتحكم في عمودي الأسطح المُشكَّلة على سطح القاعدة، في بعض الحالات، يتم استخدام مغزل آلة مملة مزود بمؤشر في أجزاء كبيرة (انظر الشكل 219). ومع ذلك، عندما يمتد المغزل بشكل كبير، فإن انحرافه عن وزنه يؤثر على دقة القياسات، لذلك في هذه الحالة يتم استخدام مستويات دقيقة، مع الأخذ في الاعتبار أن القاعدة والأسطح الخاضعة للتحكم قد تم فحصها مسبقًا وهي مستقيمة. إذا كان سطح القاعدة يتكون من مناطق منفصلة وصغيرة وبعيدة (هيكلية أو تكنولوجية) عن بعضها البعض، فإنه يتم التحقق من أفقيتها بطريقة بصرية باستخدام التلسكوب وعلامات الهدف، أو عن طريق جهاز هيدروستاتيكي - طريقة توصيل السفن. يتم استخدام الطريقة الأخيرة للتحقق من استقامة وأفقية الأسطح.

تين. 221. تحقق باستخدام جهاز الهيدروستاتيكي.
لذلك، على سبيل المثال، يتم استخدام جهاز هيدروستاتيكي لمحاذاة الماكينة ولمزيد من التحكم في الإطارات الكبيرة على طول مناطق القاعدة في المستوى الأفقي. إلى المنصات الأساسية 1 و5 و7 من إطار حامل العمل طاحونة لفافة(الشكل 221)، تقع في نفس المستوى وتتم معالجتها في تركيب واحد، ويتم تركيب ثلاث أوعية قياس متصلة 2 و 4 و 8. في كل وعاء (العقدة M) يتم تثبيت رأس ميكرومتر 11 مع طرف قياس مدبب. تم ضبط الرؤوس في جميع الأوعية الثلاثة على وضع الصفر من الأسطح الداعمة المكشوطة. يتم توصيل الأوعية بواسطة خراطيم مرنة بجهاز الاستقبال 3؛ عند تثبيت جهاز الاستقبال على الحامل 9، الموجود على إطار القفص على عارضة بين منصات القاعدة، يملأ الماء الخراطيم وأوعية القياس. يتم تحديد لحظة ملامسة طرف القياس لسطح الماء في الوعاء بصريًا.
عندما تلامس أطراف القياس سطح الماء في الأوعية، فإن الاختلاف في قراءات جميع رؤوس الميكرومتر الثلاثة يحدد الموقع الصحيح لمناطق القاعدة في نفس المستوى الأفقي. بعد التحقق من أفقية المستوى الأساسي، يمكنك التحقق من عمودي الأسطح الداعمة 6 لأرجل السرير والأسطح التوجيهية 10 على المستوى الأساسي باستخدام مستوى الإطار أو عمود دوران الآلة.
دقة الجهاز التي لا تتجاوز 0.02 ملم كافية تمامًا. يجب عند العمل تجنب ظهور فقاعات الهواء في الخراطيم مما قد يؤدي إلى ذلك أخطاء جسيمة. يجب أن تؤخذ القراءات على رؤوس الميكرومتر الثلاثة مباشرة واحدة تلو الأخرى لتجنب زيادة الأخطاء.
استقامة الطائرات أثناء التجميع و أعمال التركيبيتم فحصها بطرق تسمح بالقياس المباشر للانحرافات الخطية أو الزاوية. تشمل الطرق الخطية الفحص باستخدام مرآة مائية، وطريقة الخيط، والفحص باستخدام التلسكوب وعلامات الهدف، وما إلى ذلك. وباستخدام المستوى والتلسكوب والموازاة، يتم تحديد الانحرافات الزاوية عن الاستقامة.
يفحص استقامةو التسطيحيؤديها بشكل رئيسي الحكامو لوحات السطح.
التحقق مع الحاكميتم ذلك من خلال مقارنة السطح الذي يتم فحصه بسطح مرجعي باستخدام طريقة "الإرسال"، والتحقق منه باستخدام موقد- طريقة "الطلاء" وتحديد حجم الفجوة بمقياس الاستشعار. دقة القياس المحققة تصل إلى 0.01 ملم.
خطوط مستقيمة.ينص GOST 8026-75 على إنتاج سبعة أنواع من مساطر المعايرة بواسطة مصانع الأدوات (الجدول 55).
المواد المستخدمة في تصنيع المساطر LD وLT وLC هي من الفولاذ من الدرجة X، HRC 58-61 (GOST 5.1450-72)؛ ShP، ShD - الفولاذ U7، 50 أو 60، HRC 50-53؛ ShM، UT - حديد الزهر الرمادي SCh 18-36 أو VC 45-5، NV 170-229.
يجب ألا يتجاوز انحراف الزوايا بين أسطح عمل مساطر UT ±5 بوصة لمساطر الدرجة الأولى و±10 بوصة لمساطر الدرجة الثانية.
يجب أن تكون أسطح العمل للمساطر SHM وUT كشط. يتم فحصها على لوحة سطحية باستخدام طريقة "الطلاء" حيث يكون عدد النقاط في مربع 25 × 25 مم 30 على الأقل لمسطرة الفئة 0؛ 25 - لحكام الفئة 1؛ 20 - لمساطر الفئة الثانية .
لوحات الاختبارو العلامات (متطلبات تقنيةوفقًا لـ GOST 10905-75). تنص المواصفة القياسية على ألواح من الحديد الزهر بأبعاد تصل إلى 4000 × 1600 مم، ويتم تصنيعها بأسطح عمل مكشطة وغير مكشوشة بفئات الدقة - 0 و1 و2 و3.
55. الأبعاد الرئيسية وفئات الدقة لمساطر المعايرة



عادةً ما يتم تصنيف الألواح من الفئتين 2 و3 على أنها ألواح علامات؛ يمكن تقسيم أسطح العمل لهذه الألواح إلى مستطيلات بواسطة الأخاديد الضحلة الطولية والعرضية.
مادة الألواح هي حديد الزهر الرمادي بدرجة لا تقل عن SCh 18-36، HB 170-230.
في الجدول يوفر 56 بيانات عن أبعاد الألواح ومتطلبات دقتها.
بالنسبة للألواح المعدة للعمل باستخدام طريقة "الطلاء"، يجب كشط أسطح العمل بعدد من البقع في مربع 25 × 25 مم لا يقل عن 30 لألواح الفئة 0؛ 25 - لألواح الفئة 1؛ 20 - لألواح الدرجة الثانية.
56. أبعاد وفئات دقة لوحات الاختبار ووضع العلامات


لوحات من جميع الأحجام وفئات الدقة بعد الصب و بالقطعتعرض للشيخوخة.
للتحكم في انحرافات الشكل من التسطيح والاستقامةيتم استخدام الخطوط المستقيمة ولوحات المعايرة ووضع العلامات والمستويات.
يمكن نقش الحواف المستقيمة بسطح عمل واسع أو زاوي. تتمتع مساطر النمط بأعلى دقة ولها مقاطع عرضية مختلفة بعدد حواف العمل من 1 إلى 4 وطول 25...500 مم. تستخدم المساطر ذات الحافة الواحدة لتحديد الانحرافات عن الاستقامة في الضوء.عدم وجود فجوة ضوئية بين الجزء والمسطرة يؤكد استقامة المولد، ووجود فجوة ضوئية يدل على انحراف عن الاستقامة (بمهارة معينة يمكن تقييم الانحرافات عن الاستقامة بمقدار 1...2 ميكرون) بالعين).
للتحقق من الانحرافات عن التسطيح، يمكن استخدام المساطر ذات حافة واحدة أو ثلاث أو أربع حواف. يتم تطبيق مسطرة ذات حافة واحدة على المستوى الذي يتم اختباره في أماكن مختلفة وفي اتجاهات مختلفة.يتم تقييم النتيجة حسب حجم فتحة الضوء. باستخدام المساطر المثلثة والرباعية السطوح، يتم فحص الطائرة بحثًا عن الطلاء. ولهذا الغرض، يتم طلاء حواف عمل المساطر بطبقة رقيقة من الطلاء الخاص (الأزرق)، ثم يتم تحريك المسطرة على طول المستوى الذي يتم فحصه، ونتيجة لذلك ينتقل الطلاء من المسطرة إلى المستوى الذي يتم فحصه . نظرًا للتفاوت الفردي للطائرة، فهي غير مغطاة بالطلاء بالكامل، ولكن في مناطق متفاوتة الشدة. الأجزاء البارزة من الطائرة مغطاة بالطلاء أكثر من المنخفضات. يضمن الكشط أو الطحن اللاحق للنتوءات توزيعًا متساويًا للطلاء على السطح بأكمله.
تُستخدم المساطر ذات سطح العمل الواسع لفحص الطائرات الكبيرة أو الطائرات ذات الفجوات أو الشقوق الكبيرة. يمكن أن يصل طول هذه المساطر إلى 6 أمتار.
للحفاظ على الاستقامة، يجب أن تكون المساطر صلبة تمامًا، ولهذا السبب يجب تشكيلها على شكل عوارض صلبة وحتى إطارات.
تُستخدم مساطر الزوايا للتحقق من الطائرات الموجودة بزاوية معينة لبعضها البعض.يبلغ طول المساطر ذات المقطع العرضي الثلاثي أو شبه المنحرف 250... 1000 ملم. لسهولة الاستخدام، تحتوي المساطر على مقابض في النهاية.
لوحات التحققمصممة للتحقق من الانحرافات عن التسطيح. بالإضافة إلى ذلك، يتم استخدامها كأسطح أساسية لتركيب أجهزة القياس الصغيرة ومقاييس البصر والمساطر الجيبية والرؤوس المركزية والمنشورات وأجهزة القياس الأخرى عليها. يتم تصنيع ألواح التحقق بعشرة أحجام - من 100×200 إلى 1000×1500 ملم (لأغراض خاصة، يتم تصنيع ألواح بقياس 3200×5000 ملم).بناءً على دقة سطح العمل، يتم تقسيم الألواح إلى أربع فئات. ألواح الفئات 0 و1 و2 مخصصة للمعايرة، وألواح الفئة 3 مخصصة لوضع العلامات. يجب كشط سطح العمل للألواح المخصصة لاختبار الطلاء، ولإجراء اختبارات أكثر دقة، يجب طحنه؛ يمكن تخطيط سطح لوحات العلامات.
المستويات- هذه أجهزة قياس تسمح لك بتحديد موضع مستوى معين بالنسبة للأفق وقياس المنحدرات والزوايا الصغيرة. المستوى عبارة عن أنبوب زجاجي مغلق - أمبولة بمقياس، السطح الداخليالتي لديها تقعر مع نصف قطر انحناء معين. تتمتلئ المقصورة بالأثير بحيث لا يشغل أعلى نقطة سوى كمية صغيرة من بخار الأثير على شكل فقاعة. المستوى الميكانيكي له جسم ذو قاعدة مسطحة توضع فيه الأمبولة.
للتحقق من موضع الأسطح الرأسية، استخدم مستوى الإطار، الذي تكون حافته الجانبية متعامدة مع القاعدة مع تركيب الأمبولة فيه. يتم التحكم في الموضع الصحيح لقاعدة المستوى في الاتجاه العرضي بواسطة أمبولة ثانية أقل دقة.مع إمالة طفيفة للأمبولة، ومعها المستوى بأكمله، تتحول الفقاعة الموجودة داخل المستوى بالنسبة للمقياس. عندما يتم إزاحة الفقاعة بفاصل تقسيم يساوي 2 مم، فإن زاوية ميل المستوى (قيمة القسمة) تساوي 2″.
للتحكم في الانحرافات استدارة(التبيض والقطع) و ملف تعريف المقطع الطولي(على شكل مخروطي، على شكل برميل، على شكل سرج ومنحني) تستخدم بشكل أساسي كأداة قياس عالمية. وبالتالي، يتم قياس بيضاوية الجزء (الشكل 49، أ) بمؤشر على حامل عادي أو باستخدام قوس؛ في هذه الحالة، يتم تدوير الجزء دورة أو دورتين، وبعد ذلك يتم حساب الفرق بين قراءات المؤشر الأكبر والأصغر.
عند التحكم في القطع(الشكل 49، ب) قاعدة القياس عبارة عن منشور بزاوية 90 درجة، والذي يعطي ضعف قيمة القطع بالنسبة للقطع الأكثر شيوعًا (بثلاثة وخمسة وجوه).
برميل(الشكل 49، ج)، سرج(الشكل 49، د) و انحناء(الشكل 49، هـ) يتم فحصه عن طريق قياس الجزء في ثلاثة أقسام على طول المحور.
السيطرة على تفتق(الشكل 49، ه) نفذ بالوسائل العادية، قياس الأقطار في قسمين يقعان في نهايات الجزء.

عند مراقبة مواقع الأسطح فإن الأنواع الرئيسية للقياسات هي: مراقبة المسافات بين محاور الثقوب، مراقبة تعامد محاور الثقوب والمسطحات، مراقبة تعامد الأسطح الأسطوانية أو الأسطح الأسطوانية.

في الإنتاج الفردي والصغير الحجم، الوسيلة الرئيسية لقياس الموضع النسبي للأسطح هي أداة قياس عالمية. على نطاق واسع و الإنتاج بكثافة الإنتاج بكميات ضخمةيتم استخدام أجهزة خاصة بأدوات الميزان.الوسيلة الرئيسية لقياس المسافات بين محاور الثقوب هي مقاييس التوصيل ومقاييس المشبك. يتم التحكم في عمودي محاور الثقوب والمستويات باستخدام المربعات، ويتم التحكم في العمودي المتبادل لمحاور فتحتين أو عمودي محور الثقب على النهاية باستخدام مقاييس قالبية خاصة. عادة ما يتم التحكم في محاذاة الثقوب باستخدام دبابيس درفلة صلبة، وإذا كان هناك اختلاف في الأقطار، باستخدام دبابيس درفلة متدرجة. في الجدول 8 يوضح طرق القياس والرسوم البيانية لأجهزة مراقبة موقع الأسطح.
