Milyen menet 1 8. Csőmenet méretei
GOST 6211-81
G13 csoport
ÁLLAMKÖZI SZABVÁNY
A felcserélhetőség alapvető normái
KÚPOS CSŐMENET
A felcserélhetőség alapvető normái. Kúpos csőmenet
Bevezetés dátuma 1983-01-01
1. A Szerszámgép- és Szerszámipari Minisztérium KIALAKÍTOTT ÉS BEVEZETETT
2. A Szovjetunió Állami Szabványügyi Bizottságának 1981. december 30-i N 5789 határozatával JÓVÁHAGYVA ÉS HATÁLYBA LÉPTETT
3. GOST 6211-69 HELYETT
4. A szabvány teljes mértékben megfelel az ST SEV 1159-78 szabványnak
5. REFERENCIA SZABÁLYOZÁSI ÉS MŰSZAKI DOKUMENTUMOK
Cikkszám |
|
Bevezető rész, 1.2, 3.3, 4.2 |
6. ÚJRAKIADÁS
Ez a szabvány az 1:16-os kúpos kúpos csőmenetekre vonatkozik, amelyeket kúpos menetes csatlakozásokban, valamint külső kúpos menetek belső hengeres menetes csatlakozásaira alkalmaznak, a GOST 6357 szerinti profillal, és meghatározza a profilt, a fő méreteket és a kúpos menetek tűrései, valamint a külső kúpos menethez csatlakoztatott belső hengeres csőmenet tűrései.
1. PROFIL
1. PROFIL
1.1. A cső kúpos menetének névleges profilja (külső és belső) és elemei méretei meg kell, hogy feleljenek az 1. ábrán és az 1. táblázatban feltüntetettnek.
A fenébe.1. Cső kúpos menetének névleges profilja (külső és belső) és elemeinek méretei
Kúpos ; ; ; - a külső kúpos menet külső átmérője; - külső kúpos menet belső átmérője; - a külső kúpos menet átlagos átmérője; - a belső kúpos menet külső átmérője; - a belső kúpos menet belső átmérője; - a belső kúpos menet átlagos átmérője; - menetemelkedés; - kúpszög; - dőlésszög; - az eredeti háromszög magassága; - a profil munkamagassága; - a menet felső és alsó görbületi sugara; - a szál felső és alsó részének levágása.
1. táblázat
Méretek milliméterben
Lépések száma hosszonként 25,4 mm | |||||
Jegyzet. A lépések számértékeit a harmadik tizedesjegyig kerekítés arányából határozzuk meg, és a profil fő elemeinek kiszámításakor a kezdeti értékeket veszik figyelembe.
1.2. A belső hengeres menetes profilelemek méretei megfelelnek a GOST 6357 szabványnak.
2. FŐ MÉRETEK
2.1. A kúpos (külső és belső) menetek menetméretének, lépcsőinek és névleges értékeinek meg kell egyeznie a 2. ábrán és a 2. táblázatban feltüntetettekkel.
A fenébe.2. A kúpos (külső és belső) menetek fő méreteinek menetméretének, lépéseinek és névleges értékeinek megjelölése
Munkamenet hossza; - a külső menet hossza a végétől a fősíkig
2. táblázat
Méretek milliméterben
Kijelölés | Menetátmérők a fősíkban | A szál hossza |
||||
Rövidebb menethosszúság is használható.
2.2. Az átmérők számértékei és kiszámítása a következő képletekkel történik
Az átmérő számértékeit empirikusan határozzuk meg.
2.3. A tényleges méretek közötti különbség nem lehet kisebb, mint a 2. táblázatban feltüntetett névleges méretek különbsége.
2.4. A belső kúpos menet hosszának legalább 0,8-nak kell lennie (ahol - a 3. táblázat szerint)*.
________________
* A dokumentum szövege megegyezik az eredetivel. - Adatbázis gyártói megjegyzés.
3. táblázat
Méretek milliméterben
Menetméret megjelölése | A fő menetsík eltolása | A belső hengeres menetek átmérőjének maximális eltérései |
|
2; 3; 3; 4; 5; 6 | |||
Jegyzet. A maximális eltérések nem vonatkoznak a 2. táblázatban feltüntetettnél rövidebb menetekre.
2.5. A menetméretek, a menetemelkedések és a belső hengeres menet külső, középső és belső átmérőjének névleges értékeinek meg kell egyeznie a 3. ábrán és a 2. táblázatban feltüntetettekkel.
A fenébe.3. A belső hengeres menetek menetméreteinek, menetemelkedéseinek és névleges értékeinek a külső, középső és belső átmérőjének megjelölése
2.6. A belső menetes (kúpos és hengeres) alkatrészek kialakításának biztosítania kell a külső kúpos menetek legalább .
3. TŰRÉSEK
3.1. A külső és belső menetek (4. ábra) fősíkjának a névleges helyhez viszonyított tengelyirányú elmozdulása nem haladhatja meg a 3. táblázatban megadott értékeket.
A fenébe.4. A külső és belső menetek fősíkjának tengelyirányú elmozdulása
Jegyzet. A fősíkban az átlagos átmérő névleges értékkel rendelkezik.
A fősík elmozdulása teljes, beleértve az átlagos átmérő, emelkedés, a profil oldalának dőlésszöge és a kúpszög eltéréseit.
3.2. A belső hengeres menet átlagos átmérőjének legnagyobb eltéréseinek meg kell felelniük a 3. táblázatban megadottaknak.
3.3. Megengedett külső kúpos menet csatlakoztatása A pontossági osztályú belső hengeres menettel a GOST 6357 szerint.
4. JEGYZÉS
4.1. A menetjelölésnek tartalmaznia kell: betűket ( - kúpos külső menetekhez, - kúpos belső menetekhez, - hengeres belső menetekhez) és a menetméret megjelölését.
A bal oldali szálak szimbóluma kiegészül a betűkkel.
Példák a fonal szimbólumokra:
- külső cső kúpos menete 1:
Belső cső kúpos menete 1:
Belső cső egyenes menete 1:
Bal oldali menet:
4.2. A menetes csatlakozást például tört jelöli, vagy amelynek számlálója a belső menet betűjelét, a nevező pedig a külső menetet és a menetméretet jelzi.
Példák a menetes csatlakozások szimbólumaira:
- cső kúpos menete (belső és külső):
Belső csőhengeres menet (e szabványnak megfelelő tűrésekkel) és külső cső kúpos menete:
A GOST 6357 szerinti A pontossági osztályú belső csőhengermenet és külső csőkúpos menet:
FÜGGELÉK (hivatkozás). AZ EGYES MENET PARAMÉTEREK ELÉRÉSÉNEK HATÁROZÁSA
ALKALMAZÁS
Információ
1. Ez a függelék információkat tartalmaz az egyes menetparaméterek maximális eltéréseiről, amelyek a menetformáló szerszám tervezésénél és a menetidomok számításánál a kezdeti értékek, és nem tartoznak kötelező ellenőrzés alá, kivéve, ha külön kimondják.
2. A kúpos menet csúcsainak és völgyeinek bevágásának (méretnek), a profil oldalának dőlésszögének, a dőlésszögnek és a kúpszögnek (az átlagos átmérők különbsége a hossz mentén) maximális eltérései a következők: ábrán és a táblázatban látható.
A fenébe.1. A csúcsok és völgyek vágási eltéréseinek határértéke, a profil oldalának dőlésszöge, a dőlésszög és a kúp szöge
es - a külső menet felső és alsó részének vágásának felső eltérése; ES - a belső menet felső és alsó részének vágásának felső eltérése; ei - a külső menet felső és alsó részének vágásának kisebb eltérése; EI - a belső menet felső és alsó részének vágásának kisebb eltérése; - a menetprofil oldalának dőlésszögének tűréshatára.
3. A belső hengeres menet (2. ábra) csúcsai és völgyei (mérete) metszésének maximális eltérései nem haladhatják meg:
- csúcsok vágása +0,05 mm (ES=+0,05 mm, EI=0);
- bemélyedések kivágása ±0,025 mm (ES=+0,025 mm, EI=-0,025 mm)
A fenébe.2. Az eltérések határértéke a belső hengeres menetek felső és alsó részének vágásához
Méretek milliméterben
Menetméret megjelölése | Előző le | Átlagos átmérő különbség |
||||||||
lépés a hosszon | ||||||||||
csúcsok | depressziók | Előző le |
||||||||
külső menet | belső menet |
|||||||||
0,028 | 0,014 |
|||||||||
0,042 | 0,021 |
|||||||||
0,044 | 0,022 |
|||||||||
0,058 | 0,028 |
|||||||||
0,066 | 0,034 |
|||||||||
0,073 | 0,036 |
|||||||||
0,089 | 0,045 |
|||||||||
0,111 | 0,056 |
|||||||||
0,122 | 0,062 |
|||||||||
0,073 |
||||||||||
0,155 | 0,078 |
|||||||||
0,177 | 0,089 |
|||||||||
0,200 | 0,101 |
|||||||||
Jegyzet. Az érték a szálak közötti távolságra vonatkozik. A tényleges eltérésnek mínusz vagy plusz jele lehet.
Elektronikus dokumentum szövege
a Kodeks JSC készítette és ellenőrzi:
hivatalos kiadvány
Hüvelyk és speciális menetek: Szo. GOST. -
M.: IPK Standards Kiadó, 2003
FŐ MÉRETEK
CSŐKÚP MENET
(GOST 6211-81)
A szabvány a kúpos csőmenetekre vonatkozik 1: 16 . kúpos menetes csatlakozásokban, valamint külső kúpos menetek belső hengeres menettel történő csatlakozásaiban, a GOST 6357-81 szerinti profillal.
Kúpos 2tg(φ /2) = 1:16;
φ = 3°34"48"; φ/2 = 1°47"24";
d és D a külső és a belső menet külső átmérője;
d 1 és D 1 - a külső és belső menetek belső átmérője;
d 2 és D 2 - a külső és belső menetek átlagos átmérője;
P - menetemelkedés;
φ - kúpszög; φ/2 - lejtőszög;
H - az eredeti háromszög magassága;
H 1 - a profil munkamagassága;
R - a menet felső és alsó görbületi sugara;
C - a szál felső és alsó részének levágása;
l 1 - munkahossz szálak;
l 2- a külső menet hossza a végétől a fősíkig.
méretek, mm
| Menetméret megjelölése | P lépés | Lépések száma hosszonként 25,4 mm | H | H 1 | C | R | Menetátmérők a fősíkban | A szál hossza | |||
| d = D | d2 = D2 | d 1 = D 1 | l 1 | l 2 | |||||||
| 1/16" | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8" | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4" | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8" | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2" | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4" | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1" | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4" | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2" | 47,803 | 46,324 | 44,845 | ||||||||
| 2" | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2" | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3" | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2" | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4" | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5" | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6" | 163,830 | 162,351 | 160,872 | ||||||||
KIJELÖLÉS
A menetjelölésnek tartalmaznia kell: betűket (R - kúpos külső menetekhez, R c - kúpos belső menetekhez, R p - hengeres belső menetekhez) és a menetméret megjelölését:
külső cső kúpos menete - R 1 1/2
belső cső kúpos menete - R 1 1/2
belső cső hengeres menet - R p 1 1/2
bal menet - R 1 1/2LH, R 1 1/2LH, R p 1 1/2LH.
A menetes csatlakozást egy tört jelöli, például Rc/R vagy Rp/R, amelynek számlálójában a belső menet betűjelölése szerepel, a nevezőben pedig a külső menet és a menetméret.
Például: R az /R 1 1/4LH-val.
A CSŐKÚPMENET TŰRÉSE
(GOST 6211-81)
méretek, mm
| Szálprofil | Kijelölés méret szálak | A fő menetsík eltolása | Határ eltérések átmérő belső hengeres szálak |
|
| ±Δ 1 l 1 | ±Δ 2 l 2 | |||
 | 1/16" | 0,9 | 1,1 | ±0,071 |
| 1/8" | ||||
| 1/4" | 1,3 | 1,7 | ±0,104 | |
| 3/8" | ||||
| 1/2" | 1,8 | 2,3 | ±0,142 | |
| 3/4" | ||||
| 1" | 2,3 | 2,9 | ±0,180 | |
| 1 1/4" | ||||
| 1 1/2" | ||||
| 2" | ||||
| 2 1/2" | 3,5 | 3,5 | ±0,217 | |
| 3" | ||||
| 3 1/2" | ||||
| 4" | ||||
| 5" | ||||
| 6" | ||||
| A fősíkban az átlagos átmérő névleges értékkel rendelkezik. | ||||
| Jegyzet. A ±Δ 1 l 1 és ±Δ 2 l 2 maximális eltérés nem vonatkozik az első táblázatban feltüntetettnél rövidebb menetekre. | ||||
Rövidebb menethosszúság is használható.
Különbség a tényleges méretek között l 1 - l 2 nem lehet kisebb, mint a névleges méretek különbsége l 1És l 2 az első táblázatban jelezzük.
Kapcsolódó dokumentumok:
GOST 3469-91 - Mikroszkópok. Lencse menet. Méretek
GOST 4608-81 - Metrikus menet. A preferencia megfelel
GOST 5359-77 - Szemlencse menet optikai műszerek. Profil és méretek
GOST 6042-83 - Edison körmenet. Profilok, méretek és határértékek
GOST 6111-52 - Kúpos hüvelyk menet 60 fokos profilszöggel
GOST 6211-81 - Kúpos csőmenet
GOST 6357-81 - Hengeres csőmenet
GOST 8762-75 - 40 mm átmérőjű körmenet gázálarcokhoz és kaliberekhez. Fő méretek
GOST 9000-81 - Metrikus menetek 1 mm-nél kisebb átmérőhöz. Tűrések
GOST 9484-81 - Trapézmenet. Profilok
GOST 9562-81 - Egyes indítású trapézmenet. Tűrések
GOST 9909-81: Szelepek és gázpalackok kúpos menete
GOST 10177-82 - Állandó szál. Profil és fő méretek
GOST 11708-82 - Menet. Kifejezések és meghatározások
GOST 11709-81 - Metrikus menet műanyag alkatrészekhez
GOST 13535-87 - Megerősített tolómenet 45 fok
GOST 13536-68 - Kerek menet szaniter szerelvényekhez. Profil, fő méretek, tűrések
GOST 16093-2004 - Metrikus menet. Tűrések. Leszállások engedéllyel
GOST 16967-81 - Metrikus menetek műszerkészítéshez. Átmérők és dőlésszögek
GOST 24737-81: Egyindítású trapézmenet. Fő méretek
GOST 24739-81 - Többindításos trapézmenet
GOST 25096-82 - Állandó szál. Tűrések
GOST 25229-82 - Metrikus kúpos menet
GOST 28487-90: Kúpos rögzítőmenetek fúrósorelemekhez. Profil. Méretek. Tűrések
Bevezetés dátuma 01.01.83
Ez a szabvány az 1:16-os kúpos kúpos csőmenetekre vonatkozik, amelyeket kúpos menetes csatlakozásokban, valamint külső kúpos menetek belső hengeres menetes csatlakozásaira alkalmaznak, a GOST 6357 szerinti profillal, és meghatározza a profilt, a fő méreteket és a kúpos menetek tűrései, valamint a külső kúpos menethez csatlakoztatott belső hengeres csőmenet tűrései.
1. PROFIL
1.1. A cső kúpos menetének névleges profilja (külső és belső) és elemei méreteinek meg kell egyeznie a rajzon feltüntetettekkel. 1 és táblázatban. 1.
|
Kúpos ;j =3 ° 34 ¢ 48 ¢ ¢ ; ; d- a külső kúpos menet külső átmérője; d 1 - külső kúpos menet belső átmérője; d 2 - a külső kúpos menet átlagos átmérője; D- a belső kúpos menet külső átmérője; D 1 - a belső kúpos menet belső átmérője; D 2 - a belső kúpos menet átlagos átmérője; R- menetemelkedés; j - kúpszög;j /2 - lejtőszög; H- az eredeti háromszög magassága; H 1 - a profil munkamagassága; R- a menet felső és alsó görbületi sugara; VEL- a szál felső és alsó részének levágása. Szar. 1 |
1. táblázat
Méretek milliméterben
|
Lépés R |
Lépések száma z 25,4 mm hosszban |
H = 0,960237P |
H 1 = 0,640327P |
C = 0,159955 R |
R = 0,137278R |
|
0,907 |
0,870935 |
0,580777 |
0,145079 |
0,124511 |
|
|
1,337 |
1,283837 |
0,856117 |
0,213860 |
0,183541 |
|
|
1,814 |
1,741870 |
1,161553 |
0,290158 |
0,249022 |
|
|
2,309 |
2,217187 |
1,478515 |
0,369336 |
0,316975 |
Jegyzet . A lépések számértékeit az összefüggés határozza meg R = 25,4/z 3. tizedesjegyre kerekítve, és kezdeti értéknek veszik a fő profilelemek kiszámításakor.
1.2. A belső hengeres menetes profilelemek méretei megfelelnek a GOST 6357 szabványnak.
2. FŐ MÉRETEK
2.1. A kúpos (külső és belső) menetek fő méreteinek menetméretének, menetemelkedéseinek és névleges értékeinek meg kell egyeznie a rajzon feltüntetettekkel. 2 és táblázatban. 2.
Rövidebb menethosszúság is használható.

l 1 - munkamenet hossza; l 2 - a külső menet hossza a végétől a fősíkig.
Szar. 2
2. táblázat
Méretek milliméterben
|
Menetméret megjelölése |
Lépés R |
Menetátmérők a fősíkban |
A szál hossza |
|||
|
d = D |
d 2 = D 2 |
d 1 = D 1 |
l 1 |
l 2 |
||
|
1 / 16 |
0,907 |
7,723 |
7,142 |
6,561 |
||
|
1 / 8 |
9,728 |
9,147 |
8,566 |
|||
|
1 / 4 |
1,337 |
13,157 |
12,301 |
11,445 |
||
|
3 / 8 |
16,662 |
15,806 |
14,950 |
10,1 |
||
|
1 / 2 |
1,814 |
20,955 |
19,793 |
18,631 |
13,2 |
|
|
3 / 4 |
26,441 |
25,279 |
24,117 |
14,5 |
||
|
2,309 |
33,249 |
31,770 |
30,291 |
16,8 |
10,4 |
|
|
1 1 / 4 |
41,910 |
40,431 |
38,952 |
19,1 |
12,7 |
|
|
1 1 / 2 |
47,803 |
46,324 |
44,845 |
|||
|
59,614 |
58,135 |
56,656 |
23,4 |
15,9 |
||
|
2 1 / 2 |
75,184 |
73,705 |
72,226 |
26,7 |
17,5 |
|
|
87,884 |
86,405 |
84,926 |
29,8 |
20,6 |
||
|
3 1 / 2 |
100,330 |
98,851 |
97,372 |
31,4 |
22,2 |
|
|
113,030 |
111,551 |
110,072 |
35,8 |
25,4 |
||
|
138,430 |
136,951 |
135,472 |
40,1 |
28,6 |
||
|
163,830 |
162,351 |
160,872 |
||||
2.2. Az átmérők számértékei d 2 és d 1 kiszámítása a következő képletekkel történik
d 2 = D 2 = d - 0,640327 P,(1)
d 1 = D 1 = d - 1,280654 P.(2)
Számszerű átmérő értékek d empirikusan megállapított.
2.3. A tényleges méretek közötti különbség l 1 - l 2 nem lehet kisebb, mint a névleges méretek különbsége l 1 és l táblázatban feltüntetett 2. 2.
2.4. A belső kúpos menet hosszának legalább 0,8 ( l 1 - D 1 l 2), hol D 1 l 2 - a táblázatnak megfelelően. 3.
3. táblázat
Méretek milliméterben
|
Menetméret megjelölése |
A fő menetsík eltolása |
Maximális átmérő eltérések D 2 belső hengeres menet |
|
|
±D 1 l 2 |
±D 2 l 2 |
||
|
1 / 16 |
±0,071 |
||
|
1 / 8 |
|||
|
1 / 4 |
±0,104 |
||
|
3 / 8 |
|||
|
1 / 2 |
±0,142 |
||
|
3 / 4 |
|||
|
±0,180 |
|||
|
1 1 / 4 |
|||
|
1 1 / 2 |
|||
|
2 1 / 2 |
±0,217 |
||
|
3 1 / 2 |
|||
Jegyzet . Korlátozza az eltéréseket± D 1 l 2 és ± D 2 l 2 ne vonatkozzon a táblázatban feltüntetettnél rövidebb menetekre. 2.
2.5. A belső hengeres menet külső, középső és belső átmérőjének menetméretének, menetemelkedésének és névleges értékének meg kell egyeznie a rajzon feltüntetettekkel. 3 és táblázatban. 2.

2.6. A belső menetes (kúpos és hengeres) alkatrészek kialakításának biztosítania kell a külső kúpos menetek legalább mélységig történő becsavarását l 1 + D 1 l 2 .
3. TŰRÉSEK
3.1. A fősík tengelyirányú elmozdulása D 1 l 2 kültéri és D 2 l 2 belső menet (4. ábra) a névleges helyhez viszonyítva nem haladhatja meg a táblázatban megadott értékeket. 3.
A fősík elmozdulása teljes, beleértve az átlagos átmérő, emelkedés, a profil oldalának dőlésszöge és a kúpszög eltéréseit.
3.2. A belső hengeres menet átlagos átmérőjének maximális eltéréseinek meg kell felelniük a táblázatban megadottaknak. 3.

Szar. 4
Jegyzet . A fősíkban az átlagos átmérő névleges értékkel rendelkezik.
3.3. Megengedett külső kúpos menet csatlakoztatása A pontossági osztályú belső hengeres menettel a GOST 6357 szerint.
4. JEGYZÉS
4.1. A szál szimbólumnak tartalmaznia kell: betűket ( R- kúpos külső menetekhez, R c - kúpos belső menetekhez, Rp- hengeres belső menetekhez) és a menetméret megjelölése.
A bal oldali szálak szimbóluma betűkkel egészül ki L.H.
Példák a menetjelölésekre:
Apa cső kúpos menete 1 1/2:
R 1 1 / 2
1 1/2 belső cső kúpos menete:
R c 1 1 / 2
Belső cső egyenes menete 1 1/2:
R P 1 1 / 2
Bal oldali menet:
R 1 1 / 2 L.H.;
R c 1 1 / 2 L.H.;
R P 1 1 / 2 L.H.
4.2. A menetes csatlakozást tört jelöli, például, vagy R c/R, amelynek számlálója a belső menet betűjelét, a nevezője pedig a külső menetet és a menetméretet jelzi.
Jelölési példák menetes csatlakozás:
Kúpos csőmenet (belső és külső);
Belső csőhengeres menet (e szabványnak megfelelő tűrésekkel) és külső cső kúpos menete:
A GOST 6357 szerinti A pontossági osztályú belső csőhengermenet és külső csőkúpos menet:
![]()
ALKALMAZÁS
Információ
AZ EGYES MENET PARAMÉTEREK ELÉRÉSÉNEK HATÁROZÁSA
1. Ez a függelék információkat tartalmaz az egyes menetparaméterek maximális eltéréseiről, amelyek a menetformáló szerszám tervezésénél és a menetidomok számításánál a kezdeti értékek, és nem tartoznak kötelező ellenőrzés alá, kivéve, ha külön kimondják.
2. Határozza meg a vágási csúcsok és völgyek eltéréseit (méret VEL), a profil oldalának dőlésszöge, dőlésszöge Rés kúpszög j(az átlagos átmérők különbsége a hossz mentén l 2) ábrán a kúpos menetek láthatók. 1 és a táblázatban.

Méretek milliméterben
|
Menetméret megjelölése |
Korlátozza az eltéréseket |
Az átlagos menetátmérők különbsége a hosszon belül l 2 |
|||||||||
|
vágott VEL |
szög a/2 |
lépés R hosszan |
|||||||||
|
Nom. |
Korlátozza az eltéréseket |
||||||||||
|
csúcsok |
depressziók |
l 2 |
l 1 |
||||||||
|
es = ES |
ei = EI |
es = ES |
ei = EI |
T P |
külső menet |
belső menet |
|||||
|
1 / 16 ; |
0,05 |
0,025 |
0,025 |
40 ¢ |
0,04 |
0,07 |
0,250 |
0,028 |
0,014 |
||
|
1 / 8 |
0,014 |
0,028 |
|||||||||
|
1 / 4 |
35 ¢ |
0,375 |
0,042 |
0,021 |
|||||||
|
0,021 |
0,042 |
||||||||||
|
3 / 8 |
0,400 |
0,044 |
0,022 |
||||||||
|
0,022 |
0,044 |
||||||||||
|
1 / 2 |
0,512 |
0,058 |
0,028 |
||||||||
|
0,028 |
0,058 |
||||||||||
|
3 / 4 |
0,594 |
0,066 |
0,034 |
||||||||
|
0,034 |
0,066 |
||||||||||
|
25 ¢ |
0,650 |
0,073 |
0,036 |
||||||||
|
0,036 |
0,073 |
||||||||||
|
1 1 / 4 ; |
0,794 |
0,089 |
0,045 |
||||||||
|
1 1 / 2 |
0,045 |
0,090 |
|||||||||
|
0,994 |
0,111 |
0,056 |
|||||||||
|
0,056 |
0,111 |
||||||||||
|
2 1 / 2 |
1,094 |
0,122 |
0,062 |
||||||||
|
0,062 |
0,122 |
||||||||||
|
1,288 |
0,144 |
0,073 |
|||||||||
|
0,073 |
0,144 |
||||||||||
|
3 1 / 2 |
1,388 |
0,155 |
0,078 |
||||||||
|
0,078 |
0,155 |
||||||||||
|
1,588 |
0,177 |
0,089 |
|||||||||
|
0,089 |
0,177 |
||||||||||
|
1,788 |
0,200 |
0,101 |
|||||||||
|
0,101 |
0,200 |
||||||||||
Jegyzet . T érték r a szálak közötti távolságra utal. A tényleges eltérésnek mínusz vagy plusz jele lehet.
3. A belső hengeres menet csúcsainak és völgyeinek metszésének határeltérései (mérete) (2. ábra) nem haladhatják meg:
Csúcsvágás +0,05 mm (ES = +0,05 mm, EI = 0);
A mélyedések vágása ± 0,025 mm (ES = +0,025 mm, EI = -0,025 mm)

INFORMÁCIÓS ADATOK
1. A Szerszámgép- és Szerszámipari Minisztérium KIALAKÍTOTT ÉS BEVEZETETT
2. A Szovjetunió Állami Szabványügyi Bizottságának 1981. december 30-i 5789. sz. határozatával JÓVÁHAGYVA ÉS HATÁLYBA LÉPTETT.
3. HELYETT GOST 6211-69
4. A szabvány teljes mértékben megfelel az ST SEV 1159-78 szabványnak
5. REFERENCIA SZABÁLYOZÁSI ÉS MŰSZAKI DOKUMENTUMOK
6. ÚJRAKIADÁS
Az egyenes csőmeneteket főként csőcsatlakozásokhoz, csőszerelvényekhez és szerelvényekhez használják. Ez a menet 1/16 és 6" közötti átmérőket fed le, az 1"-enkénti menetek száma pedig 28 és 11 között van.
Névleges átmérő csőmenet feltételesen a cső belső átmérőjére utal. A menetemelkedések és átmérők arányát tekintve a csőmenet az OST 1260 szerint zúzott hüvelykes menet. Ezért a csőmenetet egy időben, a kis metrikus menetek szabványosítása előtt nem csak csőcsatlakozásokhoz, hanem kötőelemekhez is használták. , amikor viszonylag kis lépésekben, nagy átmérőjű meneteket kellett készíteni. A csőmenet a csövek és csőcsatlakozások páneurópai szabványa.
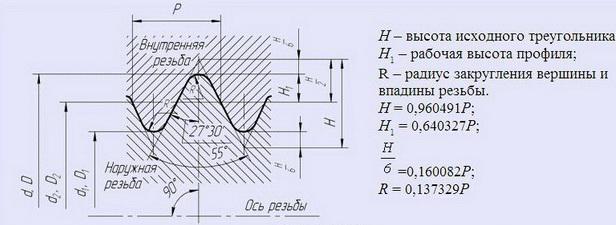
EGYENES CSŐMENET MÉRETEI
(GOST 6357-81)
A szabvány a hengeres menetes csatlakozásokban használt hengeres csőmenetekre, valamint a belső hengeres menetek külső kúpos menetekkel történő összekötésére vonatkozik a GOST 6211-81 szerint.
Az átlagos menetátmérő tűrései (a GOST 6357-81 szerint) két pontossági osztályban - A és B - vannak meghatározva. Az átlagos menetátmérő tűrése összesen. A d 1 és D átmérők tűrései nincsenek meghatározva.
méretek, mm
| A szál megjelölése | Lépések száma z 25,4 mm hosszon | P lépés | Menet átmérő | A H 1 profil munkamagassága | R görbületi sugár | H | H/6 | |||
| 1. sor | 2. sor | külső d = D | átlagos d 2 = D 2 | belső d 1 = D 1 | ||||||
| 1/16" 1/8" | - | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4" 3/8" | - | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2" | 5/8" | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1" | 1 1/8" 1 3/4" | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2" 3 1/2" | 2 1/4" 3 3/4" |
65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4" | 4 1/2" 5 1/2" |
113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| A cérnaméretek kiválasztásakor előnyben kell részesíteni az 1. sort a 2. sorral szemben. | ||||||||||
A SMINK HOSSZAI GOST 6357-81 szerint
A sminkhosszakat két csoportra osztják: normál N és hosszú L.
méretek, mm
| Kijelölés menetméret | P lépés | Smink hossza | |
| N | L | ||
| 1/16", 1/8" | 0,907 | St. 4-től 12-ig | St. 12 |
| 1/4", 3/8" | 1,337 | St. 5-től 16-ig | St. 16 |
| 1/2", 5/8" | 1,814 | St. 7-től 22-ig | St. 22 |
| 1", 1 1/8", 1 1/4", 1 3/8" | 2,309 | St. 10-től 30-ig | St. 30 |
| 1 1/2", 1 3/4", 2", 2 1/4", 2 1/2", 2 3/4", 3" | St. 12-től 36-ig | St. 36 | |
| 3 1/4", 3 1/2", 3 3/4", 4", 4 1/2", 5", 5 1/2", 6" | St. 13-tól 40-ig | St. 40 | |
| A sminkhosszak számértékeit empirikusan határozzuk meg. | |||
A bal oldali szálak szimbólumát LH betűk egészítik ki.
Példák szimbólum A menetpontossági osztály:
G 1 1/2-A
bal oldali menet B pontossági osztály:
G 1 1/2 LH-B
Az N utánpótlási hossz nincs feltüntetve a menetjelölésben.
Az L sminkhossz milliméterben van megadva.
G 1 1/2 LH-B-40
Az illesztést tört jelzi: ennek számlálója a belső menet pontossági osztályának jelölését, a nevező pedig a külső menet pontossági osztályának megjelölését jelöli.
G 1 1/2-A/A; G 1 1/2 LH-A/B
Az e szabvány szerinti A pontossági osztályú belső csőhengeres menetnek a GOST 6211-81 szerinti külső kúpos csőmenettel történő csatlakoztatását a következőképpen jelöljük:
G/R 1 1/2 - A
P.S. Egy időben a hengeres csőmenetek profilja (az OST 266 szerint) 18" átmérőig terjedt, az 1"-onkénti menetek számával 28-tól 8-ig.
Kapcsolódó dokumentumok:
- lyukak a menethez
GOST 3469-91 - Mikroszkópok. Lencse menet. Méretek
GOST 4608-81 - Metrikus menet. A preferencia megfelel
GOST 5359-77 - Szemlencse menet optikai műszerekhez. Profil és méretek
GOST 6042-83 - Edison körmenet. Profilok, méretek és határértékek
GOST 6111-52 - Kúpos hüvelyk menet 60 fokos profilszöggel
GOST 6211-81 - Kúpos csőmenet
GOST 6357-81 - Hengeres csőmenet
GOST 8762-75 - 40 mm átmérőjű körmenet gázálarcokhoz és kaliberekhez. Fő méretek
GOST 9000-81 - Metrikus menetek 1 mm-nél kisebb átmérőhöz. Tűrések
GOST 9484-81 - Trapézmenet. Profilok
GOST 9562-81 - Egyes indítású trapézmenet. Tűrések
GOST 9909-81: Szelepek és gázpalackok kúpos menete
GOST 10177-82 - Állandó szál. Profil és fő méretek
GOST 11708-82 - Menet. Kifejezések és meghatározások
GOST 11709-81 - Metrikus menet műanyag alkatrészekhez
GOST 13535-87 - Megerősített tolómenet 45 fok
GOST 13536-68 - Kerek menet szaniter szerelvényekhez. Profil, fő méretek, tűrések
GOST 16093-2004 - Metrikus menet. Tűrések. Leszállások engedéllyel
GOST 16967-81 - Metrikus menetek műszerkészítéshez. Átmérők és dőlésszögek
GOST 24737-81: Egyindítású trapézmenet. Fő méretek
GOST 24739-81 - Többindításos trapézmenet
GOST 25096-82 - Állandó szál. Tűrések
GOST 25229-82 - Metrikus kúpos menet
GOST 28487-90: Kúpos rögzítőmenetek fúrósorelemekhez. Profil. Méretek. Tűrések
