การหลอมช่องว่างทองเหลือง การอบชุบโลหะผสมที่ไม่ใช่เหล็ก
ความจำเป็นในการบำบัดความร้อน
การอบชุบชิ้นส่วนเหล็กด้วยความร้อนจะดำเนินการในกรณีที่จำเป็นต้องเพิ่มความแข็งแรง ความแข็ง ความต้านทานการสึกหรอ หรือความยืดหยุ่นของชิ้นส่วนหรือเครื่องมือ หรือในทางกลับกัน เพื่อทำให้โลหะนิ่มลงและให้ผลผลิตง่ายขึ้น เครื่องจักรกล.
ขึ้นอยู่กับอุณหภูมิความร้อนและวิธีการทำความเย็นในภายหลัง การบำบัดความร้อนประเภทต่อไปนี้มีความโดดเด่น: การชุบแข็ง การแบ่งเบาบรรเทา และการหลอม. ในทางปฏิบัติสมัครเล่น คุณสามารถใช้ตารางด้านล่างเพื่อกำหนดอุณหภูมิของส่วนที่ร้อนตามสี
สีทำความร้อน: เหล็ก |
อุณหภูมิความร้อน "C |
สีน้ำตาลเข้ม (มองเห็นได้ในที่มืด) |
530-580 |
สีน้ำตาล-แดง |
580-650 |
ดำแดง |
650-730 |
สีแดงเชอร์รี่เข้ม |
730-770 |
เชอร์รี่สีแดง |
770-800 |
สีแดงเชอร์รี่อ่อน |
800-830 |
แสงสีแดง |
830-900 |
ส้ม |
900-1050 |
สีเหลืองเข้ม |
1050-1150 |
สีเหลืองอ่อน |
1150-1250 |
สีขาวสว่าง |
1250-1350 |
การชุบแข็งทำให้ชิ้นส่วนเหล็กมีความแข็งและทนทานต่อการสึกหรอมากขึ้น ในการทำเช่นนี้ ชิ้นส่วนจะถูกให้ความร้อนจนถึงอุณหภูมิที่กำหนด โดยคงไว้ระยะหนึ่งเพื่อให้ปริมาตรทั้งหมดของวัสดุอุ่นขึ้น จากนั้นจึงทำให้เย็นลงในน้ำมันอย่างรวดเร็ว (เหล็กโครงสร้างและเหล็กกล้าเครื่องมือ) หรือน้ำ ( เหล็กกล้าคาร์บอน). โดยทั่วไป ชิ้นส่วนที่ทำจากเหล็กโครงสร้างจะถูกให้ความร้อนที่ 880-900° C (หลอดไส้สีแดงอ่อน) ชิ้นส่วนจากเหล็กกล้าเครื่องมือจะถูกให้ความร้อนที่ 750-760° C (สีแดงเชอร์รี่เข้ม) และชิ้นส่วนจากสแตนเลสจะถูกให้ความร้อนถึง 1,050 -1100° C ( สีเหลืองเข้ม) ชิ้นส่วนต่างๆ จะได้รับความร้อนอย่างช้าๆ ในตอนแรก (ถึงประมาณ 500°C) จากนั้นจึงทำให้ร้อนอย่างรวดเร็ว นี่เป็นสิ่งจำเป็นเพื่อไม่ให้ชิ้นส่วนต่างๆ ปรากฏขึ้น ความเครียดภายในซึ่งอาจนำไปสู่การแตกร้าวและการเสียรูปของวัสดุได้
ในทางปฏิบัติการซ่อมแซม ส่วนใหญ่จะใช้การทำความเย็นในตัวกลางเดียว (น้ำมันหรือน้ำ) โดยปล่อยให้ชิ้นส่วนนั้นอยู่ในนั้นจนเย็นสนิท อย่างไรก็ตาม วิธีการทำความเย็นนี้ไม่เหมาะสำหรับชิ้นส่วนที่มีรูปร่างซับซ้อน ซึ่งเกิดความเครียดภายในขนาดใหญ่ในระหว่างการทำความเย็นดังกล่าว ชิ้นส่วนที่มีรูปร่างซับซ้อนจะถูกทำให้เย็นลงในน้ำก่อนที่อุณหภูมิ 300-400 ° C จากนั้นจึงถ่ายโอนไปยังน้ำมันอย่างรวดเร็วโดยทิ้งไว้จนเย็นสนิท เวลาคงตัวของชิ้นส่วนในน้ำถูกกำหนดในอัตรา 1 วินาทีต่อทุกๆ 5-6 มิลลิเมตรของหน้าตัดของชิ้นส่วน ในแต่ละกรณี เวลานี้จะถูกเลือกโดยเชิงประจักษ์ ขึ้นอยู่กับรูปร่างและน้ำหนักของชิ้นส่วน
คุณภาพการชุบแข็งส่วนใหญ่ขึ้นอยู่กับปริมาณสารหล่อเย็น สิ่งสำคัญคือในระหว่างกระบวนการทำความเย็นของชิ้นส่วน อุณหภูมิของสารหล่อเย็นยังคงแทบไม่เปลี่ยนแปลง และด้วยเหตุนี้มวลของมันจะต้องมากกว่ามวลของชิ้นส่วนที่ชุบแข็ง 30-50 เท่า นอกจากนี้ ก่อนที่จะจุ่มส่วนที่ร้อน จะต้องผสมของเหลวให้ละเอียดเพื่อให้อุณหภูมิเท่ากันทั่วทั้งปริมาตร
ในระหว่างกระบวนการทำความเย็น ชั้นของก๊าซจะก่อตัวขึ้นรอบๆ ชิ้นส่วน ซึ่งขัดขวางการแลกเปลี่ยนความร้อนระหว่างชิ้นส่วนและสารหล่อเย็น เพื่อการระบายความร้อนที่เข้มข้นยิ่งขึ้น จะต้องเคลื่อนชิ้นส่วนในของเหลวอย่างต่อเนื่องในทุกทิศทาง
ชิ้นส่วนขนาดเล็กที่ทำจากเหล็กกล้าคาร์บอนต่ำ (เกรด "3O", "35", "40") จะถูกทำให้ร้อนเล็กน้อย, โรยด้วยโพแทสเซียมเหล็กซัลไฟด์ (เกลือในเลือดสีเหลือง) แล้วนำไปวางบนไฟอีกครั้ง ทันทีที่สารเคลือบละลาย ชิ้นส่วนจะถูกลดระดับลงในตัวกลางทำความเย็น โพแทสเซียมเหล็กซัลไฟด์ละลายที่อุณหภูมิประมาณ 850° C ซึ่งสอดคล้องกับอุณหภูมิการชุบแข็งของเกรดเหล็กเหล่านี้
การอบคืนตัวของชิ้นส่วนที่แข็งตัว
การแบ่งเบาบรรเทาชิ้นส่วนที่ชุบแข็งจะช่วยลดความเปราะบาง เพิ่มความเหนียว และบรรเทาความเครียดภายใน การแบ่งเบาบรรเทาต่ำ ปานกลาง และสูง ขึ้นอยู่กับอุณหภูมิความร้อน
วันหยุดต่ำใช้เป็นหลักในการประมวลผลเครื่องมือวัดและตัด ส่วนที่ชุบแข็งจะถูกให้ความร้อนที่อุณหภูมิ 150-250 ° C (อุณหภูมิสีเป็นสีเหลืองอ่อน) คงไว้ที่อุณหภูมินี้แล้วทำให้เย็นในอากาศ จากผลของการบำบัดนี้ วัสดุแม้จะสูญเสียความเปราะบาง แต่ยังคงมีความแข็งสูงและนอกจากนี้ความเครียดภายในที่เกิดขึ้นระหว่างการชุบแข็งก็ลดลงอย่างมาก
วันหยุดเฉลี่ยใช้ในกรณีที่ต้องการให้สปริงชิ้นงานมีความแข็งแรงสูงเพียงพอและมีความแข็งปานกลาง เมื่อต้องการทำเช่นนี้ชิ้นส่วนจะถูกทำให้ร้อนถึง 300-500 ° C จากนั้นจึงทำให้เย็นลงอย่างช้าๆ
และในที่สุดก็, วันหยุดสูงขึ้นอยู่กับชิ้นส่วนที่จำเป็นต้องขจัดความเครียดภายในทั้งหมดอย่างสมบูรณ์ ในกรณีนี้อุณหภูมิความร้อนจะสูงขึ้น - 500-600 ° C
การอบชุบด้วยความร้อน (การชุบแข็งและการอบคืนตัว) ของชิ้นส่วนที่มีรูปร่างเรียบง่าย (ลูกกลิ้ง เพลา สิ่ว และการเจาะ) มักจะดำเนินการในคราวเดียว อุ่นถึง อุณหภูมิสูงชิ้นส่วนจะถูกจุ่มลงในสารหล่อเย็นสักพักแล้วจึงถอดออก การแบ่งเบาบรรเทาเกิดขึ้นเนื่องจากความร้อนที่สะสมอยู่ภายในชิ้นส่วน
พื้นที่ขนาดเล็กของชิ้นส่วนจะถูกทำความสะอาดอย่างรวดเร็วด้วยบล็อกที่มีฤทธิ์กัดกร่อนและตรวจสอบสีของการทำให้เสื่อมเสียบนนั้น เมื่อสีที่สอดคล้องกับอุณหภูมิการอบคืนตัวที่ต้องการปรากฏขึ้น (220° C - สีเหลืองอ่อน, 240° C - สีเหลืองเข้ม, 314° C - สีฟ้าอ่อน, 330° C - สีเทา) ชิ้นส่วนจะถูกจุ่มลงในของเหลวอีกครั้ง จนกระทั่งถึงตอนนี้ ระบายความร้อนอย่างสมบูรณ์ เมื่ออบคืนชิ้นส่วนขนาดเล็ก (เช่นระหว่างการชุบแข็ง) ชิ้นส่วนบางส่วนจะถูกให้ความร้อนและวางชิ้นส่วนที่จะชุบแข็งไว้ ในกรณีนี้จะสังเกตเห็นสีของการทำให้เสื่อมเสียบนชิ้นส่วนนั้นเอง
การหลอมชิ้นส่วนเหล็ก
เพื่ออำนวยความสะดวกในการแปรรูปชิ้นส่วนเหล็กด้วยกลไกหรือพลาสติก ความแข็งจะลดลงโดยการหลอม การหลอมแบบสมบูรณ์ที่เรียกว่าประกอบด้วยความจริงที่ว่าชิ้นส่วนหรือชิ้นงานถูกให้ความร้อนที่อุณหภูมิ 900 ° C โดยคงไว้ที่อุณหภูมินี้เป็นระยะเวลาหนึ่งซึ่งจำเป็นเพื่อให้ความร้อนทั่วทั้งปริมาตรทั้งหมดจากนั้นจึงค่อย ๆ ช้าๆ (โดยปกติจะใช้ร่วมกับเตาเผา ) ทำให้เย็นลงจนถึงอุณหภูมิห้อง
ความเค้นภายในที่เกิดขึ้นในชิ้นส่วนระหว่างการตัดเฉือนจะถูกกำจัดออกโดยการหลอมที่อุณหภูมิต่ำ ซึ่งชิ้นส่วนจะถูกให้ความร้อนที่อุณหภูมิ 500-600 ° C จากนั้นจึงทำให้เย็นลงพร้อมกับเตาเผา เพื่อลดความเครียดภายในและลดความแข็งของเหล็กเล็กน้อย จึงใช้การหลอมที่ไม่สมบูรณ์ - ให้ความร้อนที่ 750-760 ° C และต่อมาก็ทำให้เย็นลงอย่างช้าๆ (รวมถึงเตาเผาด้วย)
การหลอมยังใช้เมื่อการชุบแข็งไม่ประสบผลสำเร็จหรือเมื่อจำเป็นต้องทำให้เครื่องมือร้อนเกินไปสำหรับการแปรรูปโลหะอื่น (เช่น หากสว่านทองแดงจำเป็นต้องได้รับความร้อนสูงเกินไปเพื่อเจาะเหล็กหล่อ) ในระหว่างการหลอม ชิ้นส่วนจะถูกให้ความร้อนจนถึงอุณหภูมิที่ต่ำกว่าอุณหภูมิที่จำเป็นสำหรับการชุบแข็งเล็กน้อย จากนั้นจึงค่อย ๆ เย็นลงในอากาศ เป็นผลให้ส่วนที่แข็งตัวกลับมานิ่มอีกครั้งและคล้อยตามการตัดเฉือนได้
การหลอมและการแข็งตัวของดูราลูมิน
การหลอมดูราลูมินจะดำเนินการเพื่อลดความแข็ง ชิ้นส่วนหรือชิ้นงานได้รับความร้อนถึงประมาณ 360° C ในระหว่างการชุบแข็ง โดยคงไว้ระยะหนึ่ง จากนั้นจึงทำให้เย็นลงในอากาศ
ความแข็งของดูราลูมินที่อบอ่อนมีค่าเกือบครึ่งหนึ่งของความแข็งของดูราลูมินที่ชุบแข็งแล้ว
อุณหภูมิความร้อนโดยประมาณของชิ้นส่วนดูราลูมินสามารถกำหนดได้ดังนี้ ที่อุณหภูมิ 350-360° C เศษไม้ที่ผ่านไปตามพื้นผิวที่ร้อนของชิ้นส่วนจะไหม้เกรียมและทิ้งรอยดำไว้ อุณหภูมิของชิ้นส่วนสามารถกำหนดได้อย่างแม่นยำโดยใช้แผ่นฟอยล์ทองแดงขนาดเล็ก (ประมาณขนาดของหัวไม้ขีดไฟ) ซึ่งวางอยู่บนพื้นผิว ที่อุณหภูมิ 400° C เปลวไฟสีเขียวเล็กๆ จะปรากฏขึ้นเหนือฟอยล์
ดูราลูมินอบอ่อนมีความแข็งต่ำ สามารถประทับและโค้งงอได้สองครั้งโดยไม่ต้องกลัวว่าจะแตกร้าว
การแข็งตัว Duralumin สามารถชุบแข็งได้ เมื่อชุบแข็งชิ้นส่วนที่ทำจากโลหะนี้จะถูกให้ความร้อนที่ 360-400 ° C ค้างไว้ระยะหนึ่งจากนั้นจึงแช่ในน้ำที่อุณหภูมิห้องแล้วปล่อยทิ้งไว้จนเย็นสนิท ทันทีหลังจากนี้ duralumin จะนุ่มและยืดหยุ่น งอและปลอมแปลงได้ง่าย จะได้รับความแข็งเพิ่มขึ้นหลังจากสามถึงสี่วัน ความแข็ง (และในเวลาเดียวกันก็เปราะบาง) เพิ่มขึ้นมากจนไม่สามารถทนต่อการโค้งงอในมุมเล็กๆ ได้
Duralumin ได้รับความแข็งแกร่งสูงสุดหลังจากอายุมากขึ้น การแก่ชราที่อุณหภูมิห้องเรียกว่าเป็นธรรมชาติและที่ อุณหภูมิที่สูงขึ้น- เทียม. ความแข็งแรงและความแข็งของดูราลูมินที่เพิ่งชุบแข็งใหม่ ซึ่งทิ้งไว้ที่อุณหภูมิห้อง จะเพิ่มขึ้นเมื่อเวลาผ่านไป และจะถึงระดับสูงสุดหลังจากผ่านไปห้าถึงเจ็ดวัน กระบวนการนี้เรียกว่าการแก่ชราแบบดูราลูมิน
การหลอมน้ำผึ้งและทองเหลืองการหลอมทองแดง ทองแดงยังต้องผ่านการบำบัดความร้อนด้วย ในกรณีนี้ทองแดงสามารถทำให้อ่อนลงหรือแข็งขึ้นได้ อย่างไรก็ตาม ไม่เหมือนกับเหล็ก ทองแดงจะแข็งตัวโดยการระบายความร้อนในอากาศอย่างช้าๆ และทองแดงจะอ่อนตัวลงเมื่อน้ำเย็นลงอย่างรวดเร็ว หากลวดทองแดงหรือท่อถูกทำให้ร้อนแดง (600°) บนไฟแล้วจุ่มลงในน้ำอย่างรวดเร็ว ทองแดงจะอ่อนตัวมาก หลังจากให้ รูปร่างที่ต้องการผลิตภัณฑ์สามารถให้ความร้อนด้วยไฟอีกครั้งถึง 400 ° C และปล่อยให้เย็นในอากาศ ลวดหรือท่อก็จะแข็งตัว
หากจำเป็นต้องงอท่อ ให้เติมทรายให้แน่นเพื่อไม่ให้แบนและแตกร้าว
การหลอมทองเหลืองจะเพิ่มความเหนียว หลังจากการหลอมทองเหลืองจะนิ่มโค้งงอง่ายเคาะออกและยืดตัวได้ดี สำหรับการหลอมจะถูกให้ความร้อนถึง 500 ° C และปล่อยให้เย็นในอากาศที่อุณหภูมิห้อง
การน้ำเงินและ "การน้ำเงิน" ของเหล็ก
บลูลิ่ง. หลังจากการปัดเงา ชิ้นส่วนเหล็กจะได้สีดำหรือสีน้ำเงินเข้มในเฉดสีต่างๆ โดยยังคงความมันวาวของโลหะ และการเคลือบที่ทนทานจะเกิดขึ้นบนพื้นผิว ฟิล์มออกไซด์; ปกป้องชิ้นส่วนจากการกัดกร่อน ก่อนทำการบลูดิ้ง ผลิตภัณฑ์จะถูกบดและขัดเงาอย่างระมัดระวัง พื้นผิวของมันจะถูกล้างด้วยการล้างด้วยด่างหลังจากนั้นผลิตภัณฑ์จะถูกทำให้ร้อนถึง 60-70° C จากนั้นนำไปใส่ในเตาอบและให้ความร้อนที่ 320-325° C จะได้สีที่สม่ำเสมอของพื้นผิวของผลิตภัณฑ์เท่านั้น เมื่อได้รับความร้อนสม่ำเสมอ ผลิตภัณฑ์ที่ได้รับการรักษาในลักษณะนี้จะถูกเช็ดอย่างรวดเร็วด้วยผ้าชุบน้ำมันกัญชา หลังจากการหล่อลื่น ผลิตภัณฑ์จะอุ่นขึ้นอีกครั้งเล็กน้อยแล้วเช็ดให้แห้ง
"บลูนิ่ง" ของเหล็ก ชิ้นส่วนเหล็กสามารถให้สีฟ้าสวยงามได้ สำหรับสิ่งนี้ จึงมีการสร้างสารละลายสองวิธี: ไฮโปซัลไฟต์ 140 กรัมต่อน้ำ 1 ลิตร และลีดอะซิเตต 35 กรัม (“น้ำตาลตะกั่ว”) ต่อน้ำ 1 ลิตรเช่นกัน ก่อนใช้งานให้ผสมสารละลายและให้ความร้อนจนเดือด ผลิตภัณฑ์ได้รับการทำความสะอาดล่วงหน้า ขัดเงาให้เงางาม แล้วแช่ในของเหลวเดือดและเก็บไว้จนได้สีที่ต้องการ จากนั้นจึงนำไปล้างส่วนนั้นเข้าไป น้ำร้อนและแห้งหลังจากนั้นเช็ดเบา ๆ ด้วยผ้าขี้ริ้วชุบละหุ่งหรือน้ำมันเครื่องที่สะอาด ชิ้นส่วนที่ได้รับการบำบัดในลักษณะนี้จะไวต่อการกัดกร่อนน้อยกว่า
เนื่องจากมีค่าการนำความร้อนสูง ปัญหาเรื่องการชุบแข็งจึงไม่เกิดขึ้นในระหว่างการอบชุบด้วยความร้อนเสริมความแข็งแกร่งของโลหะผสมทองแดง ด้วยขนาดของผลิตภัณฑ์กึ่งสำเร็จรูปและผลิตภัณฑ์ที่ใช้ในทางปฏิบัติ พวกมันจะถูกเผาผ่าน
ทองแดงและโลหะผสมที่ทำปฏิกิริยากับออกซิเจนและไอน้ำที่อุณหภูมิสูงขึ้นอย่างน้อยก็เข้มข้นกว่าอลูมิเนียมและโลหะผสม ด้วยเหตุนี้ จึงมักใช้บรรยากาศในการป้องกันในระหว่างการอบชุบด้วยความร้อนของผลิตภัณฑ์กึ่งสำเร็จรูปและผลิตภัณฑ์ที่ทำจาก ทองแดงและโลหะผสม ในขณะที่เทคโนโลยีการรักษาความร้อนอลูมิเนียมบรรยากาศการป้องกันนั้นหาได้ยาก
การหลอมทองแดงและโลหะผสมจะดำเนินการเพื่อกำจัดความเบี่ยงเบนเหล่านั้นจากโครงสร้างสมดุลที่เกิดขึ้นระหว่างกระบวนการแข็งตัวหรือเป็นผลมาจากการกระทำทางกลหรือการบำบัดความร้อนก่อนหน้านี้
การหลอมให้เป็นเนื้อเดียวกันเกี่ยวข้องกับการให้ความร้อนแก่แท่งโลหะจนถึงอุณหภูมิสูงสุดที่เป็นไปได้โดยไม่ทำให้ส่วนประกอบโครงสร้างของโลหะผสมหลอมละลาย ปรากฏการณ์การกลายเป็นของเหลวในทองแดงและทองเหลืองพัฒนาไม่มีนัยสำคัญ และการให้ความร้อนแก่แท่งโลหะสำหรับการบำบัดด้วยแรงดันร้อนก็เพียงพอแล้วสำหรับการทำให้เป็นเนื้อเดียวกัน
โลหะผสมทองแดงหลักที่จำเป็นต้องมีการหลอมให้เป็นเนื้อเดียวกันคือดีบุกสัมฤทธิ์เนื่องจากองค์ประกอบของเฟสของเหลวและของแข็งในระบบ Cu-Sn นั้นแตกต่างกันมากดังนั้นจึงเกิดการสร้างของเหลว dendritic ที่เข้มข้น
อันเป็นผลมาจากการหลอมให้เป็นเนื้อเดียวกันทำให้ความสม่ำเสมอของโครงสร้างและองค์ประกอบทางเคมีของแท่งโลหะเพิ่มขึ้น การหลอมให้เป็นเนื้อเดียวกันเป็นหนึ่งในเงื่อนไขในการได้รับผลิตภัณฑ์ขั้นสุดท้ายคุณภาพสูง
การหลอมด้วยการตกผลึกซ้ำเป็นหนึ่งในขั้นตอนทางเทคโนโลยีทั่วไปในการผลิตทองแดงและโลหะผสมกึ่งสำเร็จรูปโดยใช้พื้นฐานดังกล่าว
อุณหภูมิของการเริ่มต้นของการตกผลึกซ้ำของทองแดงจะเพิ่มขึ้นอย่างมากโดย Zr, Cd, Sn, Sb, Cr ในขณะที่ Ni, Zn, Fe, Co มีผลอ่อน การเพิ่มขึ้นของอุณหภูมิของการเริ่มต้นของการตกผลึกซ้ำเมื่อมีองค์ประกอบหลายอย่างพร้อมกันนั้นไม่ใช่การเติมแต่ง แต่จะเกินการมีส่วนร่วมเล็กน้อยจากสิ่งเจือปนที่มีประสิทธิภาพมากที่สุด ในบางกรณี เช่น เมื่อนำตะกั่วและซัลเฟอร์เข้าไปในทองแดง ผลรวมจะสูงกว่าผลเดี่ยวๆ ทองแดงที่ถูกกำจัดออกซิไดซ์ด้วยฟอสฟอรัสซึ่งตรงกันข้ามกับทองแดงที่มีออกซิเจนนั้นมีแนวโน้มที่จะมีการเจริญเติบโตของเมล็ดพืชที่แข็งแกร่งในระหว่างการหลอม เกณฑ์การตกผลึกใหม่เมื่อมีฟอสฟอรัสจะเปลี่ยนไปสู่อุณหภูมิที่สูงขึ้น
ระดับการเปลี่ยนรูปวิกฤตสำหรับทองแดงที่ปราศจากออกซิเจนที่มีขนาดเกรนประมาณ 2*10v-2 ซม. หลังจากการหลอมที่ 800°C เป็นเวลา 6 ชั่วโมงคือประมาณ 1% สิ่งเจือปน เช่น เหล็ก จะเพิ่มระดับวิกฤตของการเสียรูป ซึ่งสำหรับทองเหลืองอยู่ที่ 5-12% (รูปที่ 44)
อุณหภูมิของการตกผลึกซ้ำของทองเหลืองยังได้รับอิทธิพลจากการประมวลผลก่อนหน้านี้ โดยหลักแล้วคือระดับของการเสียรูปเนื่องจากความเย็นและขนาดของเกรนที่เกิดขึ้นระหว่างการประมวลผลนี้ ตัวอย่างเช่น เวลาก่อนเริ่มการตกผลึกใหม่ของทองเหลือง L95 ที่อุณหภูมิ 440° C คือ 30 นาทีที่ระดับการเปลี่ยนรูปเย็น 30% และ 1 นาทีที่ระดับการเปลี่ยนรูป 80%
ขนาดของเกรนเริ่มต้นส่งผลต่อกระบวนการตกผลึกในทางตรงข้ามกับระดับการเสียรูปที่เพิ่มขึ้น ตัวอย่างเช่น ในโลหะผสม L95 ที่มีขนาดเกรนเริ่มต้นที่ 30 และ 15 μm การหลอมหลังจากการเสียรูป 50% ที่อุณหภูมิ 440°C จะทำให้เกิดการตกผลึกอีกครั้งหลังจาก 5 และ 1 นาที ตามลำดับ ในเวลาเดียวกัน ขนาดของเกรนเริ่มต้นจะไม่ส่งผลต่ออัตราการตกผลึกซ้ำ หากอุณหภูมิการอบอ่อนเกิน 140°C
ในรูป รูปที่ 45 แสดงข้อมูลเกี่ยวกับผลกระทบขององค์ประกอบของ α-ทองเหลืองต่ออุณหภูมิการหลอม (ระดับการเปลี่ยนรูป 45% เวลาการหลอม 30 นาที) ซึ่งช่วยให้แน่ใจว่าได้ขนาดเกรนที่กำหนด ภายใต้เงื่อนไขเดียวกันของการเสียรูปและการหลอม ด้วยปริมาณสังกะสีที่เพิ่มขึ้น ขนาดของเกรนจะลดลง ถึงค่าต่ำสุดแล้วจึงเพิ่มขึ้น ตัวอย่างเช่น หลังจากการอบอ่อนที่ 500°C เป็นเวลา 30 นาที ขนาดเกรนจะเป็น: ในทองแดง 0.025 มม.; ในทองเหลือง 15% Zn 0.015 มม. และในทองเหลือง 35% Zn 0.035 มม. รูปที่ 45 ยังแสดงให้เห็นว่าใน α-brasses เมล็ดพืชเริ่มเติบโตค่อนข้างมาก อุณหภูมิต่ำและเติบโตจนถึงอุณหภูมิโซลิดัส ในสองเฟส (α+β)- และทองเหลืองพิเศษ ตามกฎแล้วการเติบโตของเกรนจะเกิดขึ้นที่อุณหภูมิที่เฟส β เหลืออยู่เพียงเฟสเดียวเท่านั้น ตัวอย่างเช่นสำหรับทองเหลือง L59 การเพิ่มขึ้นอย่างมีนัยสำคัญของเกรนเริ่มต้นเมื่อการหลอมที่อุณหภูมิสูงกว่า 750 ° C
อุณหภูมิการหลอมของทองเหลืองจะถูกเลือกไว้ประมาณ 250-350° C เหนืออุณหภูมิที่การตกผลึกเริ่มต้นขึ้น (ตารางที่ 16)
เมื่อโลหะผสมทองแดงที่มี Zn 32-39% ได้รับการอบอ่อนที่อุณหภูมิสูงกว่าการเปลี่ยนผ่าน α⇔α+β เฟส β จะถูกปล่อยออกมา ซึ่งทำให้เกรนมีการเจริญเติบโตไม่สม่ำเสมอ แนะนำให้อบโลหะผสมดังกล่าวที่อุณหภูมิไม่เกินเส้นสมดุล α⇔α+β ของระบบ Cu-Zn ในเรื่องนี้ทองเหลืองซึ่งมีองค์ประกอบใกล้เคียงกับจุดละลายสูงสุดของสังกะสีในทองแดงควรอบอ่อนในเตาเผาที่มีการควบคุมอุณหภูมิที่มีความแม่นยำสูงและมีการกระจายตัวสม่ำเสมอสูงตลอดทั้งปริมาตรของทองแดง
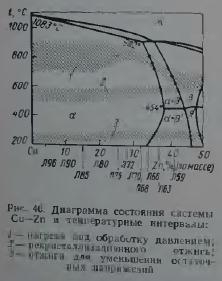
ในรูป 46 ให้แล้ว โหมดที่เหมาะสมที่สุดการหลอมทองเหลืองอย่างง่ายโดยอาศัยผลลัพธ์ทั่วไปของคำแนะนำทางเทคโนโลยีที่สะสมในการปฏิบัติในประเทศและทั่วโลก มีแนวโน้มว่าอุณหภูมิการอบอ่อนของทองเหลืองจะเพิ่มขึ้นตามปริมาณสังกะสีที่เพิ่มขึ้น
เมื่อเลือกโหมดการหลอมการตกผลึกซ้ำสำหรับทองเหลือง ควรคำนึงว่าโลหะผสมที่อยู่ใกล้กับขอบเขตเฟส α/α+β (รูปที่ 46) สามารถเสริมความแข็งแรงด้วยความร้อนได้เนื่องจากความสามารถในการละลายของสังกะสีในทองแดงที่แปรผันได้ การแข็งตัวของทองเหลืองที่มี Zn มากกว่า 34% ทำให้ทองเหลืองมีแนวโน้มที่จะเสื่อมสภาพได้ง่าย (รูปที่ 47) และความสามารถในการแข็งตัวในระหว่างอายุจะเพิ่มขึ้นเมื่อปริมาณสังกะสีเพิ่มขึ้นถึง 42% การประยุกต์ใช้ในทางปฏิบัติฉันไม่พบทองเหลืองชุบแข็งด้วยความร้อนประเภทนี้ อย่างไรก็ตาม อัตราการเย็นตัวของทองเหลืองประเภท L63 หลังจากการอบอ่อนด้วยการตกผลึกซ้ำจะส่งผลต่อคุณสมบัติทางกลของทองเหลือง ควรคำนึงถึงความเป็นไปได้ของการสลายตัวของสารละลายอิ่มตัวยวดยิ่งใน α-ทองเหลืองที่มี Zn มากกว่า 34% และในทองเหลือง α+β เมื่อเลือกโหมดการหลอมเพื่อลดความเครียด การเปลี่ยนรูปเย็นอย่างรุนแรงสามารถเร่งการสลายตัวของสารละลาย α- และ β ที่อิ่มตัวยิ่งยวดได้เมื่อทำการหลอม

จากข้อมูลในวรรณกรรม อุณหภูมิที่การตกผลึกซ้ำของทองเหลือง L63 เริ่มต้นอยู่ในช่วง 250 ถึง 480° C โครงสร้างที่มีเม็ดละเอียดที่สุดในโลหะผสม L63 จะเกิดขึ้นหลังจากการหลอมที่อุณหภูมิ 300-400° C ยิ่งระดับของก่อนหน้านี้ยิ่งสูง การเสียรูปแบบเย็น ยิ่งขนาดของเกรนตกผลึกมีขนาดเล็กลงและมีความแข็งมากขึ้น (รูปที่ 48) ภายใต้สภาวะการอบอ่อนเดียวกัน
คุณภาพของวัสดุที่ผ่านการอบอ่อนนั้นไม่ได้ถูกกำหนดโดยคุณสมบัติทางกลเท่านั้น แต่ยังพิจารณาจากขนาดของเกรนที่ตกผลึกใหม่ด้วย ขนาดเกรนในโครงสร้างที่ตกผลึกใหม่อย่างสมบูรณ์นั้นค่อนข้างสม่ำเสมอ หากตั้งค่าโหมดการอบอ่อนของการตกผลึกซ้ำไม่ถูกต้อง จะตรวจพบเกรนสองกลุ่มที่มีขนาดต่างกันอย่างชัดเจนในโครงสร้าง สิ่งที่เรียกว่าโครงสร้างสองชั้นนี้ไม่เป็นที่พึงปรารถนาอย่างยิ่งในระหว่างการวาดแบบลึก การดัด หรือการขัดเงา และการกัดกรดของผลิตภัณฑ์
เมื่อขนาดเกรนเพิ่มขึ้นจนถึงขีดจำกัด ความสามารถในการประทับตราของทองเหลืองจะดีขึ้น แต่คุณภาพพื้นผิวก็จะลดลง บนพื้นผิวของผลิตภัณฑ์ที่มีขนาดเกรนมากกว่า 40 ไมครอน จะสังเกตเห็นความหยาบที่เป็นลักษณะ "เปลือกส้ม"
ขั้นตอนของการวิวัฒนาการของโครงสร้างที่ผิดรูปนั้นขยายออกไปตามเวลาอย่างมาก ดังนั้นจึงดูเหมือนว่าจะเป็นไปได้ที่จะได้โครงสร้างที่ตกผลึกใหม่บางส่วนหรือทั้งหมดด้วยเกรนละเอียดโดยการเปลี่ยนแปลงเวลาในการหลอม ผลิตภัณฑ์กึ่งสำเร็จรูปที่มีโครงสร้างการตกผลึกที่ไม่สมบูรณ์และขนาดเกรนที่เล็กมากจะถูกประทับตราโดยไม่เกิด "เปลือกส้ม"
การหลอมบางส่วนระยะเวลาที่กำหนดโดยระดับของการเสียรูปเบื้องต้นจะดำเนินการในช่วง 250-400 ° C เพื่อรักษาระบอบการปกครองทางเทคโนโลยีที่แม่นยำการหลอมดังกล่าวควรดำเนินการในเตาหลอมที่มีอุณหภูมิในการทำงาน และเวลาในการถือครอง (ความเร็วในการเจาะ) จะถูกควบคุมอย่างเข้มงวด
การหลอมบางส่วนจะใช้เพื่อลดความเค้นตกค้างเป็นหลัก ซึ่งอาจนำไปสู่สิ่งที่เรียกว่า “การแตกร้าวตามฤดูกาล” การกัดกร่อนประเภทนี้ซึ่งมีอยู่ในทองเหลืองที่มี Zn มากกว่า 15% ประกอบด้วยการพัฒนาอย่างค่อยเป็นค่อยไปของรอยแตกตามขอบเกรนภายใต้อิทธิพลของความเค้น (สารตกค้างและการใช้งาน) พร้อม ๆ กัน และสารเคมีรีเอเจนต์เฉพาะ (เช่น สารละลายและไอระเหยของแอมโมเนีย สารละลายของ เกลือปรอท, ซัลฟิวริกแอนไฮไดรด์เปียก, เอมีนต่างๆ เป็นต้น) เชื่อกันว่าความไวของทองเหลืองต่อการแตกร้าวตามฤดูกาลนั้นเกิดจากความเครียดที่ไม่เป็นเนื้อเดียวกันมากกว่าขนาดสัมบูรณ์
ประสิทธิภาพของการหลอมเพื่อลดความเค้นตกค้างได้รับการตรวจสอบโดยการทดสอบสารปรอท วิธีทดสอบสารปรอทเป็นการประเมินเชิงคุณภาพของการมีอยู่ของความเค้นตกค้าง ขึ้นอยู่กับพฤติกรรมที่แตกต่างกันของวัสดุที่ได้รับความเค้นและไม่ได้รับความเค้นเมื่อสัมผัสกับปรอทไนเตรต ในระหว่างการทดสอบ รอยแตกตามยาวและตามขวางปรากฏบนวัสดุรับแรงเค้น ซึ่งมองเห็นได้ด้วยตาเปล่า ปรากฏในบริเวณที่เกิดแรงดึง ซึ่งอาจทำให้ผลิตภัณฑ์เสียหายระหว่างการใช้งานหรือระหว่างการเก็บรักษาอันเป็นผลมาจากการกัดกร่อนแตกร้าว
โหมดการหลอมทองเหลืองเพื่อลดความเค้นตกค้างแสดงไว้ในรูปที่ 1 46 และในตาราง 16.
ปารเชฟ 01-09-2005 02:01
“สามารถกำหนดอุณหภูมิได้อย่างแม่นยำโดยใช้แผ่นฟอยล์ทองแดงขนาดเล็ก (ประมาณขนาดของหัวไม้ขีดไฟ) ซึ่งวางอยู่บนพื้นผิวของส่วนที่ให้ความร้อน ที่อุณหภูมิ 400? C เปลวไฟสีเขียวจะปรากฏขึ้นเหนือ กระดาษฟอยล์.
การแข็งตัวของชิ้นส่วนทองแดงที่ผ่านการอุ่นแล้วเกิดขึ้นจากการระบายความร้อนในอากาศอย่างช้าๆ สำหรับการหลอมส่วนที่ให้ความร้อนจะถูกทำให้เย็นลงในน้ำอย่างรวดเร็ว เมื่อหลอมทองแดงจะถูกทำให้ร้อนถึงความร้อนสีแดง (600? C) เมื่อแข็งตัว - สูงถึง 400? C กำหนดอุณหภูมิด้วยการใช้แผ่นฟอยล์ทองแดง
เพื่อให้ทองเหลืองนิ่ม โค้งงอได้ง่าย ปลอมแปลงและยืดได้ดี จึงนำไปอบอ่อนด้วยความร้อนถึง 500°C แล้วค่อยๆ เย็นลงในอากาศที่อุณหภูมิห้อง”
เป็นที่น่าสนใจว่าการหลอมทองแดงและทองเหลืองเกิดขึ้นในลักษณะตรงกันข้าม - ที่นั่นด้วยการระบายความร้อนอย่างรวดเร็วและการระบายความร้อนช้า
เมื่อทำการขึ้นรูปปลอกแขน แนะนำให้อบอ่อนหลังการทำงาน 2 ครั้ง
รีมัส 02-09-2005 01:49
หลังจากดำเนินการ 2 ครั้งอะไร?
ปารเชฟ 02-09-2005 02:11
การดำเนินการขึ้นรูปเคส ตัวอย่างเช่น การย้ำอีกครั้งให้เป็นขนาดอื่นทำได้โดยใช้การรีดผ่านแม่พิมพ์
เอบาซ 05-09-2005 08:12
ขออภัย แปล zaklinilo
ใครก็ได้ 06-09-2005 08:27
คาเปอร์คาลี 11-09-2005 15:13
ใช้อิฐโฟมแก๊ส เจาะรูสำหรับลำกล้องของคุณ หนึ่งในสามของผลิตภัณฑ์ลึก ใส่ชิ้นงานเข้าไปในรูจากล่างขึ้นบน แล้วใช้หัวเผาแก๊สหรือเครื่องเป่าผมเพื่อให้ความร้อนผลิตภัณฑ์จนกระทั่งเรืองแสงเบา ๆ แล้วปล่อย ผลิตภัณฑ์ลงในน้ำหรือทำให้เย็นจนถึงอุณหภูมิห้องในจิ๊ก (อิฐ)
ทีเอสวี 11-09-2005 22:29
จะเป็นอย่างไรถ้าคุณเพียงแค่ใส่คาร์ทริดจ์ลงในที่ยึดให้วางที่ยึดไว้ในอ่างน้ำซึ่งควรเทลงใต้ทางลาดและให้ความร้อนกับถังที่ยื่นออกมาด้วยเครื่องเขียน?
คาร์ทริดจ์เป็นแบบธรรมชาติที่ไม่มีไพรเมอร์เพื่อให้น้ำไหลเข้าไปด้านในได้
กลิ่นหอมจะถูกอบอ่อน และส่วนที่เหลือจะยังคงไม่ถูกแตะต้อง
และไม่จำเป็นต้องเจาะอิฐด้วย
มีดมาเชเต้ 12-09-2005 12:54
คู่รักจะเหมือนอยู่ในโรงอาบน้ำ
คาเปอร์คาลี 12-09-2005 13:18
พยายาม. บอกพวกเรา.
ทีเอสวี 12-09-2005 20:34
ไม่มีอะไร. ไม่มีเตา ไม่สามารถทำความร้อนด้วยเครื่องเป่าผมได้
ฉันลองใช้กับเตาแก๊สธรรมดา ฉันห่อมันด้วยผ้าขี้ริ้วเปียกแล้วเข้ากองไฟ ดูเหมือนว่าจะโอเค มีเพียงไฟเท่านั้นที่อ่อนแอ
ทีเอสวี 12-09-2005 23:34
คู่รักจะเหมือนอยู่ในโรงอาบน้ำ
ไม่ควรมีคู่เลย ทีนี้ ถ้าฉันอุ่นมันและลดระดับลง ใช่แล้ว ฉันจะได้ห้องอบไอน้ำ
แต่ในกรณีนี้ ทุกอย่างจะร้อนขึ้น ไม่ใช่แค่ถังเท่านั้น
มีดมาเชเต้ 13-09-2005 12:23
เมื่อคุณพูดว่า "ควร" - เคาะไม้ ( คำพูดพื้นบ้านชนเผ่ามายัน)
ทีเอสวี 13-09-2005 12:29
อ้างจาก: โพสต์ดั้งเดิมโดย Machete:
เมื่อคุณพูดว่า "ควร" ให้เคาะไม้ (คำพูดของชาวมายัน)
สมมติว่าสิ่งนี้ - มันไม่ได้เกิดขึ้นเมื่อฉันเก็บมันไว้บนแก๊สด้วยผ้าเปียก
หากคุณหลอมอย่างเหมาะสม คุณจะต้องให้ปลอกหมุนรอบแกน มิฉะนั้นด้านข้างจะร้อนขึ้น แต่ส่วนที่เหลือยังคงไม่ได้รับความร้อน มองเห็นได้จากร่องรอยความเสื่อมเสีย
มีดมาเชเต้ 13-09-2005 02:02
ฉันชอบเวอร์ชั่นของ Gennady Mikhailych มากกว่า แม้ว่าความสนใจของเราจะเป็นเพียงเรื่องการกินเท่านั้น - ในตอนนี้
ทีเอสวี 13-09-2005 21:10
คุณชอบเจาะรูด้วยอิฐหรือไม่?
ฉันไม่รู้ว่าอิฐนั้นคืออะไร แต่โลหะจำเป็นต้องทำให้เย็นลง ยกเว้นที่จุดให้ความร้อน
คาเปอร์คาลี 13-09-2005 21:56
Sergey เกี่ยวกับเทคโนโลยีนี้เขียนถึงผู้ผลิตกระสุน
และอิฐก็ถูกตัดด้วยมีด
มีดมาเชเต้ 13-09-2005 22:05
คุณไม่สามารถระบายความร้อนด้วยน้ำในขณะที่ทำความร้อนถังไปพร้อม ๆ กัน - เป็นทองเหลืองการนำความร้อนไม่ดี
ทีเอสวี 13-09-2005 22:45
อ้างจาก: โพสต์ดั้งเดิมโดย Machete:
คุณไม่สามารถระบายความร้อนด้วยน้ำในขณะที่ทำความร้อนถังไปพร้อม ๆ กัน - เป็นทองเหลืองการนำความร้อนไม่ดี
ฉันไม่สามารถลองได้สักพัก (ฉันกำลังทำธุระ) แล้วฉันจะทดสอบทองเหลืองในน้ำ
แม้ว่าโลหะจะนำความร้อนได้ แต่ก็ไม่สามารถให้ความร้อนต่ำกว่าระดับน้ำได้ เราสนใจเฉพาะก้นอบอ่อนเท่านั้น
มีดมาเชเต้ 14-09-2005 01:13
อ้างจาก: โพสต์ดั้งเดิมโดย TSV:แม้ว่าโลหะจะนำความร้อนได้ แต่ก็ไม่สามารถให้ความร้อนต่ำกว่าระดับน้ำได้
ไม่ได้เมาจนหมด มันหมายถึงอะไร?
ทีเอสวี 14-09-2005 01:28
หากยัดปลอกเข้าไปในสิ่งที่มีรูพรุน จะระบายความร้อนได้ไม่ดี และการทำความร้อนถังจะทำให้ส่วนที่เหลือร้อนขึ้นในเวลาเดียวกัน แขนเสื้อควรอุ่นขึ้นจนถึงครึ่งทางแล้วเปลี่ยนเป็นสีดำหรืออุ่นขึ้นอีก
น้ำจะดึงความร้อนออกไป และส่วนที่อยู่ห่างจากน้ำจะอุ่นขึ้นมากขึ้น
ครั้งสุดท้ายที่ฉันห่อตลับคาร์ทริดจ์ด้วยผ้าขี้ริ้วแล้วทำให้เปียกเพื่อที่น้ำจะได้ระบายออก แล้วเขาก็เอามันไปเผาไฟ ผ้าขี้ริ้วเปียกป้องกันไม่ให้ตัวกล่องคาร์ทริดจ์ร้อนขึ้น ปากกระบอกปืนและความลาดชันอุ่นขึ้นแล้ว
ครั้งต่อไปฉันจะลองอุ่นกล่องคาร์ทริดจ์ที่ยื่นออกมาจากน้ำ ฉันจะเขียนเกี่ยวกับผลลัพธ์ ฉันไม่มีเตาแก๊สอยู่ในมือตอนนี้
มีดมาเชเต้ 14-09-2005 01:39
ดังนั้นจึงจำเป็นต้องมีน้ำไหลนี้ เช่น การระบายความร้อนของคอยล์ แสงจันทร์ยังคงอยู่มิฉะนั้นจะไม่มีภาพยนตร์
ทีเอสวี 15-09-2005 20:22
จริงๆแล้วฉันตรวจสอบเวอร์ชั่นแล้ว
โดยพื้นฐานแล้วมันใช้งานได้ แต่พลังของหัวแร้งแก๊สนั้นไม่เพียงพอที่จะทำให้ร้อนขึ้น เนื่องจากน้ำจะพาความร้อนออกไป แต่ปลอกไม่หลอมใต้น้ำ ไม่มีเสียงฟู่หรือฟอง ไม่ใช่อุณหภูมิที่เหมาะสมในการอุ่นน้ำทั้งหมดทันที
ฉันลองมันโดยไม่ใช้น้ำเปล่า มันอุ่นขึ้นอย่างรวดเร็ว แต่เนื่องจากการถ่ายเทความร้อน แขนเสื้อครึ่งหนึ่งจึงมีเวลาในการอุ่นเครื่อง
หากมุมมองไม่รบกวนคุณว่าอยู่ใต้ทางลาดก็จะไม่มีน้ำ แต่คุณยังต้องเปิดมัน มิฉะนั้นด้านหนึ่งคราบจะไหม้และอีกด้านหนึ่งความร้อนจะอ่อนลง
ปารเชฟ 16-09-2005 17:05
2 ปาร์เชฟข้อมูลมาจากไหน? ลีลาการเขียนไม่เหมือนกับวรรณกรรมเชิงเทคนิค ใกล้เคียงกับงานแม่บ้านมากกว่า
คุณต้องการหมากฮอสหรือไป?
ใครก็ได้ 20-09-2005 08:27
อ้างจาก: โพสต์ดั้งเดิมโดย Parshev:คุณต้องการหมากฮอสหรือไป?
เอกสารทางเทคนิคอธิบายวิธีการดำเนินการในสภาพโรงงานหรือห้องปฏิบัติการ คุณมีหรือไม่
ใครก็ได้ 20-09-2005 08:54
อ้างจาก: โพสต์ดั้งเดิมโดย wood grouse:
ผู้ผลิตกระสุนแนะนำ:
ใช้อิฐโฟมแก๊ส เจาะรูสำหรับลำกล้องของคุณ หนึ่งในสามของผลิตภัณฑ์ลึก ใส่ชิ้นงานเข้าไปในรูจากล่างขึ้นบน แล้วใช้หัวเผาแก๊สหรือเครื่องเป่าผมเพื่อให้ความร้อนผลิตภัณฑ์จนกระทั่งเรืองแสงเบา ๆ แล้วปล่อย ผลิตภัณฑ์ลงในน้ำหรือทำให้เย็นจนถึงอุณหภูมิห้องในจิ๊ก (อิฐ)
2 คาเปอร์คาลี
คุณหมายถึงอิฐสำหรับอาคารทั่วไปหรืออะไรพิเศษเช่นไฟเคลย์?
คาเปอร์คาลี 20-09-2005 10:12
ใช่ เขาขายในงานก่อสร้างทุกงาน
อิฐโฟมแก๊สซื้อบล็อกและเลื่อยอิฐที่ฉันต้องการให้ตัวเอง
ฉันใช้คบเพลิงแก๊สในการหลอม
พวกเขาขายด้วย โดยเติมจากกระป๋องไฟแช็ก
เรย์ 27-09-2005 15:20
อ้างจาก: โพสต์ดั้งเดิมโดย Anyman:ในด้านหนึ่งคุณพูดถูก แต่เมื่อนึกถึงช่วงเวลาของการฝึกอบรมว่าการอบชุบด้วยความร้อนไม่ใช่สิ่งที่ง่ายที่สุด ฉันจะปรึกษากับนักบำบัดความร้อนหรือดูในหนังสืออ้างอิงที่เหมาะสมอย่างแน่นอน ท้ายที่สุดแล้วถ้าทองแดงทุกอย่างอาจไม่คลุมเครือไม่มากก็น้อยทองเหลืองก็อาจมีองค์ประกอบทางเคมีที่แตกต่างกันมากและตามความเหมาะสมสำหรับการบำบัดความร้อน
ตัวอย่างเช่น อุณหภูมิการหลอมของทองเหลือง:ทองเหลือง L96: 540 - 600 องศา;
ทองเหลือง L90 - L62: 600 - 700 องศา;เนื่องจากผู้คนมารวมตัวกันที่นี่เพื่อนับผงทุกเม็ด ดังนั้นทุกอย่างจึงต้องแม่นยำ
-----------
ใช่... พวกเขานำปลอกกระสุนมาให้ฉันมากมายเพื่อการวิเคราะห์ - มี L63 มากขึ้นเรื่อยๆ...
L96 และ L90 - แม้จะเป็นสี - ทองแดง... ดูเหมือนว่า L63 และ L65 จะถูกใช้สำหรับตลับหมึกมากขึ้นเรื่อยๆ...
ใครก็ได้ 27-09-2005 20:00
ดังนั้นใน L96 จึงมีทองแดง 95-97% ซึ่งเป็นเหตุผลว่าทำไมสีจึงเป็นทองแดง ใน L63 62-65%
tov_Mauser 14-10-2005 11:04
ส่วนประกอบ: ตลับกระสุนปืนลูกโม่ Naganov
อุปกรณ์: คีม, เศษผ้า, เตาแก๊สบนเตา
เราทำให้ผ้าเปียกแล้วบิดออก พันที่จับของคีม ยึดปลอกด้วยคีมแล้วให้ความร้อนในเปลวไฟที่มุม 45 (โดยเฉพาะในยามพลบค่ำ - เพื่อให้มองเห็นแสงของโลหะ) ให้อุ่นคอจนเป็นสีแดงหม่นแล้วจึงวางปลอกพักไว้ให้เย็น เมื่อถูกความร้อน คีมขนาดใหญ่จะดึงความร้อนออกจากฐานของปลอก ซึ่งมองเห็นได้ชัดเจนจากการที่โลหะอุ่นขึ้น
ผลลัพธ์คือคาร์ทริดจ์คุณภาพสูงที่ไม่แตกร้าวระหว่างการบรรจุซ้ำและการกลิ้ง/วูบวาบของปืน
การหลอมและการแข็งตัวของดูราลูมิน
การหลอมดูราลูมินจะดำเนินการเพื่อลดความแข็ง ชิ้นส่วนหรือชิ้นงานได้รับความร้อนถึงประมาณ 360° C ในระหว่างการชุบแข็ง โดยคงไว้ระยะหนึ่ง จากนั้นจึงทำให้เย็นลงในอากาศ ความแข็งของดูราลูมินที่อบอ่อนมีค่าเกือบครึ่งหนึ่งของความแข็งของดูราลูมินที่ชุบแข็งแล้ว อุณหภูมิความร้อนโดยประมาณของชิ้นส่วนดูราลูมินสามารถกำหนดได้ดังนี้ ที่อุณหภูมิ 350--360° C เศษไม้ที่ผ่านไปตามพื้นผิวที่ร้อนของชิ้นส่วนจะไหม้เกรียมและทิ้งรอยดำไว้ อุณหภูมิของชิ้นส่วนสามารถกำหนดได้อย่างแม่นยำโดยใช้แผ่นฟอยล์ทองแดงขนาดเล็ก (ประมาณขนาดของหัวไม้ขีดไฟ) ซึ่งวางอยู่บนพื้นผิว ที่อุณหภูมิ 400° C เปลวไฟสีเขียวเล็กๆ จะปรากฏขึ้นเหนือฟอยล์ ดูราลูมินอบอ่อนมีความแข็งต่ำ สามารถประทับและโค้งงอได้สองครั้งโดยไม่ต้องกลัวว่าจะแตกร้าว การแข็งตัว Duralumin สามารถชุบแข็งได้ เมื่อชุบแข็งชิ้นส่วนที่ทำจากโลหะนี้จะถูกให้ความร้อนที่ 360-400 ° C ค้างไว้ระยะหนึ่งจากนั้นจึงแช่ในน้ำที่อุณหภูมิห้องแล้วปล่อยทิ้งไว้จนเย็นสนิท ทันทีหลังจากนี้ duralumin จะนุ่มและยืดหยุ่น งอและปลอมแปลงได้ง่าย จะได้รับความแข็งเพิ่มขึ้นหลังจากสามถึงสี่วัน ความแข็ง (และในเวลาเดียวกันก็เปราะบาง) เพิ่มขึ้นมากจนไม่สามารถทนต่อการโค้งงอในมุมเล็กๆ ได้ Duralumin ได้รับความแข็งแกร่งสูงสุดหลังจากอายุมากขึ้น การแก่ชราที่อุณหภูมิห้องเรียกว่าเป็นธรรมชาติ และที่อุณหภูมิสูงเรียกว่าการสังเคราะห์ ความแข็งแรงและความแข็งของดูราลูมินที่เพิ่งดับใหม่ทิ้งไว้ที่อุณหภูมิห้องจะเพิ่มขึ้นเมื่อเวลาผ่านไปถึง ระดับสูงสุดภายในห้าถึงเจ็ดวัน กระบวนการนี้เรียกว่าการแก่ชราแบบดูราลูมิน
การหลอมน้ำผึ้งและทองเหลือง
การหลอมทองแดง ทองแดงยังต้องผ่านการบำบัดความร้อนด้วย ในกรณีนี้ทองแดงสามารถทำให้อ่อนลงหรือแข็งขึ้นได้ อย่างไรก็ตาม ไม่เหมือนกับเหล็ก ทองแดงจะแข็งตัวโดยการระบายความร้อนในอากาศอย่างช้าๆ และทองแดงจะอ่อนตัวลงเมื่อน้ำเย็นลงอย่างรวดเร็ว หากลวดทองแดงหรือท่อถูกทำให้ร้อนแดง (600°) บนไฟแล้วจุ่มลงในน้ำอย่างรวดเร็ว ทองแดงจะอ่อนตัวมาก หลังจากได้รูปทรงที่ต้องการแล้วผลิตภัณฑ์สามารถให้ความร้อนด้วยไฟอีกครั้งถึง 400 ° C และปล่อยให้เย็นในอากาศ ลวดหรือท่อก็จะแข็งตัว หากจำเป็นต้องงอท่อ ให้เติมทรายให้แน่นเพื่อไม่ให้แบนและแตกร้าว การหลอมทองเหลืองจะเพิ่มความเหนียว หลังจากการหลอมทองเหลืองจะนิ่มโค้งงอง่ายเคาะออกและยืดตัวได้ดี สำหรับการหลอมจะถูกให้ความร้อนถึง 500 ° C และปล่อยให้เย็นในอากาศที่อุณหภูมิห้อง
การน้ำเงินและ "การน้ำเงิน" ของเหล็ก
บลูลิ่ง. หลังจากกัดแล้ว ชิ้นส่วนเหล็กจะได้สีดำหรือสีน้ำเงินเข้มในเฉดสีต่างๆ โดยยังคงความมันวาวของโลหะ และฟิล์มออกไซด์ที่คงอยู่จะเกิดขึ้นบนพื้นผิว ปกป้องชิ้นส่วนจากการกัดกร่อน ก่อนทำการบลูดิ้ง ผลิตภัณฑ์จะถูกบดและขัดเงาอย่างระมัดระวัง พื้นผิวของมันจะถูกล้างด้วยการล้างด้วยด่างหลังจากนั้นผลิตภัณฑ์จะถูกทำให้ร้อนถึง 60-70° C จากนั้นนำไปใส่ในเตาอบและให้ความร้อนที่ 320-325° C จะได้สีที่สม่ำเสมอของพื้นผิวของผลิตภัณฑ์เท่านั้น เมื่อได้รับความร้อนสม่ำเสมอ ผลิตภัณฑ์ที่ได้รับการรักษาในลักษณะนี้จะถูกเช็ดอย่างรวดเร็วด้วยผ้าชุบน้ำมันกัญชา หลังจากการหล่อลื่น ผลิตภัณฑ์จะอุ่นขึ้นอีกครั้งเล็กน้อยแล้วเช็ดให้แห้ง "บลูนิ่ง" ของเหล็ก ชิ้นส่วนเหล็กสามารถให้สีฟ้าสวยงามได้ สำหรับสิ่งนี้ จึงมีการสร้างสารละลายสองวิธี: ไฮโปซัลไฟต์ 140 กรัมต่อน้ำ 1 ลิตร และลีดอะซิเตต 35 กรัม (“น้ำตาลตะกั่ว”) ต่อน้ำ 1 ลิตรเช่นกัน ก่อนใช้งานให้ผสมสารละลายและให้ความร้อนจนเดือด ผลิตภัณฑ์ได้รับการทำความสะอาดล่วงหน้า ขัดเงาให้เงางาม แล้วแช่ในของเหลวเดือดและเก็บไว้จนได้สีที่ต้องการ จากนั้นล้างชิ้นส่วนด้วยน้ำร้อนแล้วเช็ดให้แห้งหลังจากนั้นเช็ดเบา ๆ ด้วยผ้าขี้ริ้วชุบละหุ่งหรือน้ำมันเครื่องที่สะอาด ชิ้นส่วนที่ได้รับการบำบัดในลักษณะนี้จะไวต่อการกัดกร่อนน้อยกว่า
การหลอมและการทำให้เหล็กเป็นมาตรฐาน
การหลอมเป็นกระบวนการบำบัดความร้อนของโลหะที่เกี่ยวข้องกับการให้ความร้อนแล้วจึงทำให้โลหะเย็นลงอย่างช้าๆ การเปลี่ยนโครงสร้างจากสภาวะที่ไม่สมดุลไปสู่สภาวะสมดุลมากขึ้น การหลอมประเภทแรก ประเภทของมัน: การคืนกลับ (เรียกอีกอย่างว่าส่วนที่เหลือของโลหะ) การหลอมการตกผลึกซ้ำ (เรียกอีกอย่างว่าการตกผลึกซ้ำ) การหลอมเพื่อบรรเทาความเครียดภายใน การหลอมแบบแพร่กระจาย (เรียกอีกอย่างว่าการทำให้เป็นเนื้อเดียวกัน) การหลอมประเภทที่สองคือการเปลี่ยนแปลงโครงสร้างของโลหะผสมผ่านการตกผลึกซ้ำใกล้กับจุดวิกฤติ เพื่อให้ได้โครงสร้างที่สมดุล การหลอมประเภทที่สอง ประเภทของมัน การหลอมแบบสมบูรณ์ ไม่สมบูรณ์ การหลอมแบบไอโซเทอร์มอล
การหลอมและประเภทของมันที่เกี่ยวข้องกับเหล็กมีดังต่อไปนี้
คืน (ส่วนที่เหลือ) ของเหล็ก - ให้ความร้อนที่ 200 - 400o อบอ่อนเพื่อลดหรือขจัดการแข็งตัว จากผลการหลอมจะพบว่ามีการบิดเบือนลดลง โปรยคริสตัลในผลึกและการฟื้นฟูคุณสมบัติทางกายภาพและเคมีบางส่วนของเหล็ก
การหลอมซ้ำของเหล็ก (การตกผลึกซ้ำ) - ให้ความร้อนที่อุณหภูมิ 500 - 550o; อบอ่อนเพื่อลดความเครียดภายใน - ให้ความร้อนที่อุณหภูมิ 600 - 700o การอบอ่อนประเภทนี้ช่วยลดความเครียดภายในโลหะของการหล่อเนื่องจากการหล่อเย็นที่ไม่สม่ำเสมอของชิ้นส่วน รวมถึงในชิ้นงานที่ประมวลผลด้วยแรงดัน (การรีด การดึง การปั๊ม) โดยใช้อุณหภูมิต่ำกว่าวิกฤต จากการหลอมด้วยการตกผลึกซ้ำ ผลึกใหม่จะเติบโตจากเมล็ดที่ผิดรูป ใกล้กับสมดุลมากขึ้น ดังนั้น ความแข็งของเหล็กจึงลดลง และความเหนียวและความเหนียวเพิ่มขึ้น เพื่อขจัดความเครียดภายในอย่างสมบูรณ์ เหล็กต้องมีอุณหภูมิอย่างน้อย 600o
การทำความเย็นหลังจากการคงตัวที่อุณหภูมิที่กำหนดจะต้องค่อนข้างช้า: เนื่องจากการระบายความร้อนของโลหะแบบเร่ง ความเครียดภายในจึงเกิดขึ้นอีกครั้ง
การหลอมแบบกระจายของเหล็ก (การทำให้เป็นเนื้อเดียวกัน) จะใช้เมื่อเหล็กมีการแยกชั้นภายในคริสตัลไลน์ การปรับระดับองค์ประกอบในเมล็ดออสเทนไนต์ทำได้โดยการแพร่กระจายของคาร์บอนและสิ่งสกปรกอื่น ๆ ในสถานะของแข็ง ควบคู่ไปกับการแพร่กระจายของเหล็กในตัวเอง จากผลการหลอมเหล็กจะกลายเป็นเนื้อเดียวกันในองค์ประกอบ (เป็นเนื้อเดียวกัน) ดังนั้นการหลอมแบบแพร่กระจายจึงเรียกว่าการทำให้เป็นเนื้อเดียวกัน
อุณหภูมิการทำให้เป็นเนื้อเดียวกันควรสูงเพียงพอ แต่ไม่ควรปล่อยให้เมล็ดพืชไหม้มากเกินไปและการละลาย หากปล่อยให้เกิดความเหนื่อยหน่าย ออกซิเจนในอากาศจะออกซิไดซ์เหล็ก โดยทะลุเข้าไปในความหนาของเหล็ก และเกิดผลึกขึ้นมา โดยแยกจากกันด้วยเปลือกออกไซด์ การเผาไหม้มากเกินไปไม่สามารถกำจัดได้ ดังนั้นชิ้นงานที่ถูกเผาไหม้มากเกินไปถือเป็นข้อบกพร่องขั้นสุดท้าย
การหลอมแบบแพร่กระจายของเหล็กมักจะส่งผลให้เกรนหยาบมากเกินไป ซึ่งควรแก้ไขด้วยการอบอ่อนแบบเต็มในภายหลัง (จนถึงเกรนละเอียด)
การหลอมเหล็กโดยสมบูรณ์เกี่ยวข้องกับการตกผลึกซ้ำในเฟส การปรับเกรนให้ละเอียดที่อุณหภูมิจุด AC1 และ AC2 วัตถุประสงค์คือเพื่อปรับปรุงโครงสร้างของเหล็กเพื่ออำนวยความสะดวกในการประมวลผลในภายหลังโดยการตัด การตอก หรือการชุบแข็ง รวมทั้งเพื่อให้ได้โครงสร้างเพิร์ลไลต์ที่มีเม็ดละเอียดละเอียดของชิ้นส่วนที่เสร็จแล้ว เพื่อการอบอ่อนโดยสมบูรณ์ เหล็กจะถูกให้ความร้อนสูงกว่าอุณหภูมิเส้น GSK 30-50 o และเย็นลงอย่างช้าๆ
หลังจากการหลอม ซีเมนต์ไทต์ส่วนเกิน (ในเหล็กกล้าไฮเปอร์ยูเทคตอยด์) และซีเมนต์ยูเทคตอยด์จะมีรูปแบบของเกล็ดเลือด ซึ่งเป็นเหตุผลว่าทำไมเพิร์ลไลต์จึงถูกเรียกว่าลาเมลลาร์
เมื่อหลอมเหล็กลงบนลาเมลลาร์เพอร์ไลต์ ชิ้นงานจะถูกทิ้งไว้ในเตาเผาจนกระทั่งเย็นตัวลง โดยส่วนใหญ่แล้วเตาจะให้ความร้อนบางส่วนด้วยเชื้อเพลิง เพื่อให้อัตราการเย็นตัวไม่เกิน 10-20o ต่อชั่วโมง
ข้าว. 1.
การหลอมยังทำให้ได้ความละเอียดของเมล็ดพืชอีกด้วย โครงสร้างเนื้อหยาบ เช่น ของเหล็กไฮโปยูเทคตอยด์ (รูปที่ 1) ได้มาในระหว่างการแข็งตัวเนื่องจากการเจริญเติบโตของเมล็ดพืชอย่างอิสระ (หากการหล่อเย็นลงช้า) รวมถึงเป็นผลมาจากความร้อนสูงเกินไปของ เหล็ก. โครงสร้างนี้เรียกว่า Widmanstätten (ตั้งชื่อตามนักดาราศาสตร์ชาวออสเตรีย A. Widmanstätten ผู้ค้นพบโครงสร้างดังกล่าวบนเหล็กอุกกาบาตในปี 1808) โครงสร้างนี้ทำให้ชิ้นงานมีความแข็งแรงต่ำ โครงสร้างนี้โดดเด่นด้วยความจริงที่ว่าการรวมเฟอร์ไรต์ (บริเวณที่มีแสง) และเพิร์ลไลต์ (บริเวณที่มืด) เข้าด้วยกันนั้นถูกจัดเรียงในรูปแบบของแผ่นเพลทยาวในมุมที่ต่างกัน ในเหล็กกล้าไฮเปอร์ยูเทคตอยด์ โครงสร้าง Widmanstätten มีลักษณะพิเศษคือการจัดเรียงของซีเมนต์ส่วนเกินที่มีลักษณะเป็นริ้ว

ข้าว. 2.
การปรับแต่งเกรนเกี่ยวข้องกับการตกผลึกใหม่ของเหล็กอัลฟ่าให้เป็นเหล็กแกมมา เนื่องจากการระบายความร้อนและการเปลี่ยนกลับของเหล็กแกมมาไปเป็นเหล็กอัลฟ่า โครงสร้างที่มีเนื้อละเอียดจึงยังคงอยู่
ดังนั้นผลลัพธ์ประการหนึ่งของการหลอมบนลาเมลลาร์เพิร์ลไลต์ก็คือโครงสร้างที่มีเนื้อละเอียด
การหลอมเหล็กที่ไม่สมบูรณ์เกี่ยวข้องกับการตกผลึกซ้ำในเฟสที่อุณหภูมิจุด A C1 เท่านั้น การอบอ่อนบางส่วนจะใช้หลังการบำบัดด้วยความร้อน เมื่อชิ้นงานมีโครงสร้างที่มีเนื้อละเอียด
การหลอมเหล็กให้เป็นเพิร์ลไลท์แบบเม็ดมักจะใช้สำหรับเหล็กกล้ายูเทคตอยด์และไฮเปอร์ยูเทคตอยด์ เพื่อเพิ่มความเหนียวและความเหนียวของเหล็ก และลดความแข็งของเหล็ก เพื่อให้ได้เพิร์ลไลต์ที่เป็นเม็ด เหล็กจะถูกให้ความร้อนเหนือจุด AC1 จากนั้นค้างไว้เป็นเวลาสั้นๆ เพื่อไม่ให้ซีเมนไทต์ละลายในออสเทนไนต์จนหมด จากนั้นเหล็กจะถูกทำให้เย็นลงจนถึงอุณหภูมิที่ต่ำกว่า Ar1 เล็กน้อย และคงไว้ที่อุณหภูมินี้เป็นเวลาหลายชั่วโมง ในกรณีนี้ อนุภาคของซีเมนไทต์ที่เหลือทำหน้าที่เป็นนิวเคลียสของการตกผลึกสำหรับซีเมนไทต์ที่ปล่อยออกมาทั้งหมด ซึ่งจะเติบโตเป็นผลึกกลม (ทรงกลม) ที่กระจัดกระจายอยู่ในเฟอร์ไรต์ (รูปที่ 2)
คุณสมบัติของเม็ดเพิร์ลไลต์แตกต่างอย่างมีนัยสำคัญจากคุณสมบัติของลาเมลลาร์เพิร์ลไลต์ในทิศทางของความแข็งที่ต่ำกว่า แต่มีลาเมลลาและความหนืดที่มากกว่า โดยเฉพาะอย่างยิ่งกับเหล็กไฮเปอร์ยูเทคตอยด์ โดยที่ซีเมนต์ทั้งหมด (ทั้งยูเทคตอยด์และส่วนเกิน) ได้มาในรูปของทรงกลม
การอบอ่อนด้วยความร้อนใต้พิภพ - หลังจากการทำความร้อนและการจับ เหล็กจะถูกทำให้เย็นลงอย่างรวดเร็วจนถึงอุณหภูมิที่ต่ำกว่าจุด A 1 เล็กน้อย (รูปที่ 3) จากนั้นคงไว้ที่อุณหภูมินี้จนกระทั่งออสเทนไนต์สลายตัวเป็นเพิร์ลไลต์อย่างสมบูรณ์ หลังจากนั้นจึงทำให้เย็นลงในอากาศ การใช้การอบอ่อนด้วยความร้อนใต้พิภพช่วยลดเวลาได้อย่างมากและยังช่วยเพิ่มผลผลิตอีกด้วย ตัวอย่างเช่นการอบอ่อนโลหะผสมเหล็กแบบธรรมดาใช้เวลา 13-15 ชั่วโมงและการอบอ่อนด้วยความร้อนเพียง 4-7 ชั่วโมง แผนภาพการอบอ่อนด้วยความร้อนใต้พิภพแสดงในรูปที่ 1 7.

ข้าว. 3.
การหลอมที่สมบูรณ์ประเภทหนึ่งคือการทำให้เป็นมาตรฐาน ซึ่งประกอบด้วยการให้ความร้อนแก่เหล็กที่อุณหภูมิ 30-50°C เหนือเส้น GSE โดยคงไว้ที่อุณหภูมิเหล่านี้ จากนั้นจึงทำให้เย็นลงในอากาศ วัตถุประสงค์ของการทำให้เป็นมาตรฐานคือเพื่อขจัดความเค้นตกค้างในโลหะและจัดแนวโครงสร้างของโลหะ
ทองเหลืองเป็นแบบสองหรือหลายองค์ประกอบ โลหะผสมซึ่งเป็นรากฐาน ทองแดงที่ไหนหลัก การผสมองค์ประกอบคือ สังกะสีบางครั้งมีการบวกด้วย ดีบุก, นิกเกิล, ตะกั่ว, แมงกานีส, ต่อมและองค์ประกอบอื่นๆ
ทองเหลือง- โลหะผสมทองแดงและสังกะสี (ตั้งแต่ 5 ถึง 45%) ปริมาณทองเหลืองตั้งแต่ 5 ถึง 20% สังกะสีเรียกว่าสีแดง (tompak) โดยมีปริมาณ Zn 20–36% - สีเหลือง ในทางปฏิบัติทองเหลืองที่มีความเข้มข้นของสังกะสีเกิน 45% จะไม่ค่อยได้ใช้
สังกะสีเป็นวัสดุที่ถูกกว่าเมื่อเทียบกับทองแดง ดังนั้นการนำสังกะสีเข้าสู่โลหะผสมในขณะที่เพิ่มคุณสมบัติทางกล เทคโนโลยี และต้านแรงเสียดทานไปพร้อมๆ กัน ส่งผลให้ต้นทุนลดลง - ทองเหลืองราคาถูกกว่าทองแดง การนำไฟฟ้าและการนำความร้อน ทองเหลืองต่ำกว่าทองแดง
ทองเหลือง- โลหะผสมทองแดงสององค์ประกอบและหลายองค์ประกอบโดยมีองค์ประกอบโลหะผสมหลัก - สังกะสี เมื่อเปรียบเทียบกับทองแดงแล้วจะมีความแข็งแรงและทนต่อการกัดกร่อนสูงกว่า ทองเหลืองธรรมดาถูกกำหนดด้วยตัวอักษร L และตัวเลขที่ระบุปริมาณทองแดงเป็นเปอร์เซ็นต์ ในทองเหลืองชนิดพิเศษ หลังจากตัวอักษร L ให้เขียนอักษรตัวใหญ่ของธาตุผสมเพิ่มเติม และระบุเนื้อหาของธาตุผสมเป็นเปอร์เซ็นต์ผ่านเส้นประหลังปริมาณทองแดง ทองเหลืองแบ่งออกเป็นแบบหล่อและแบบดัด ทองเหลือง ยกเว้นทองเหลืองที่มีสารตะกั่ว สามารถแปรรูปได้ง่ายโดยใช้แรงดันในสภาวะเย็นหรือร้อน ทองเหลืองทั้งหมดสามารถบัดกรีได้อย่างง่ายดายด้วยการบัดกรีแบบแข็งและแบบอ่อน
องค์ประกอบการผสมหลักในหลายองค์ประกอบ ทองเหลืองได้แก่ อลูมิเนียม เหล็ก แมงกานีส ตะกั่ว ซิลิคอน นิกเกิล มีผลต่อคุณสมบัติของทองเหลืองต่างกัน
การทำเครื่องหมาย:
เครื่องหมายต่อไปนี้ได้รับการยอมรับ โลหะผสมทองเหลืองถูกกำหนดด้วยตัวอักษร "L" ตามด้วยตัวอักษรขององค์ประกอบหลักที่ประกอบเป็นโลหะผสม ในเกรดของทองเหลืองดัด ตัวเลขสองตัวแรกหลังตัวอักษร "L" ระบุปริมาณทองแดงโดยเฉลี่ยเป็นเปอร์เซ็นต์ ตัวอย่างเช่น L70 คือทองเหลืองที่มี Cu 70% ในกรณีทองเหลืองดัดเจือจะมีตัวอักษรและตัวเลขระบุชื่อและจำนวนธาตุเจือด้วย LAZH60-1-1 หมายถึง ทองเหลืองที่มี Cu 60% ผสมกับอะลูมิเนียม (A) ในปริมาณ 1% และเหล็ก ในจำนวน 1% เนื้อหา Zn ถูกกำหนดโดยความแตกต่างจาก 100% ในทองเหลืองหล่อ เปอร์เซ็นต์เฉลี่ยของส่วนประกอบโลหะผสมจะถูกวางไว้หลังตัวอักษรที่ระบุชื่อ ตัวอย่างเช่น ทองเหลือง LTs40Mts1.5 มีสังกะสี 40% (Z) และแมงกานีส 1.5% (Mts)
การรักษาความร้อนของทองเหลือง
การอบชุบด้วยความร้อนของทองเหลืองประกอบด้วยการหลอมเท่านั้น เมื่อกดหรือตอกชิ้นส่วนที่ทำจากทองเหลืองควรเพิ่มความเหนียว เมื่อต้องการทำเช่นนี้ ทองเหลืองจะถูกให้ความร้อนที่อุณหภูมิมากกว่า 500 ° C เล็กน้อย และปล่อยให้เย็นในอากาศ หลังจากการหลอมทองเหลืองจะนิ่มและโค้งงอและหลุดออกได้ง่าย ด้วยการประมวลผลเพิ่มเติมโดยความดัน การกลิ้ง และการตี ทองเหลืองจะแข็งตัวอีกครั้งและแข็งตัว ในกรณีนี้จะทำการหลอมซ้ำหลายครั้ง เมื่อวาดลึก เพื่อหลีกเลี่ยงการเกิดรอยแตกร้าว ทองเหลืองต้องอบอ่อนหลายครั้ง
69. ทองแดง องค์ประกอบ เครื่องหมาย:
สีบรอนซ์ - โลหะผสม ทองแดงมักจะด้วย ดีบุกเป็นหลัก การผสมส่วนประกอบแต่สัมฤทธิ์ยังรวมถึงทองแดงผสมด้วย อลูมิเนียม, ซิลิคอน, เบริลเลียม, ตะกั่วและองค์ประกอบอื่นๆ ยกเว้น สังกะสี(นี้ ทองเหลือง) และ นิกเกิล. ตามกฎแล้วบรอนซ์ใด ๆ มีสารเติมแต่งในปริมาณเล็กน้อย: สังกะสี, ตะกั่ว, ฟอสฟอรัสและอื่น ๆ.
การมาร์กด้วยทองแดงมีหลักการเดียวกับการมาร์กด้วยทองเหลือง ด้านหน้าเป็นตัวอักษร Br (สีบรอนซ์) ตามด้วยการกำหนดตัวอักษรขององค์ประกอบที่ประกอบเป็นโลหะผสมและด้านหลังเป็นตัวเลขที่ระบุเปอร์เซ็นต์เฉลี่ยขององค์ประกอบ เครื่องหมายสีบรอนซ์ประกอบด้วยตัวอักษรและตัวเลข ตัวอักษรตัวแรก Br ระบุชื่อของโลหะผสม - บรอนซ์ ตามด้วยการกำหนดตัวอักษรขององค์ประกอบที่ประกอบเป็นโลหะผสม ตามด้วยตัวเลขที่ระบุเปอร์เซ็นต์เฉลี่ยขององค์ประกอบเหล่านี้ ตัวอย่างเช่น BrOF6 5 - 0 15 - ดีบุกฟอสฟอรัสบรอนซ์ประกอบด้วยดีบุก 6 5% ฟอสฟอรัส 0 15% ส่วนที่เหลือเป็นทองแดง
คุณสมบัติหลักของบรอนซ์คือมีความต้านทานการกัดกร่อนสูง คุณสมบัติการหล่อที่ดีและทนต่อการสึกหรอ บรอนซ์มีจำหน่ายตาม GOST 5017-74, GOST 613-79, GOST 1320-74
ตามโครงสร้างทองแดงดีบุกแบ่งออกเป็นเฟสเดียว (มีมากถึง 10% Sn) และสองเฟส (ประกอบด้วย 10-22% Sn) ซึ่งเป็นส่วนผสมของผลึกของสารละลายของแข็งของดีบุกในทองแดงและคริสตัล ของสารประกอบทางเคมีของทองแดงกับดีบุก (Cu 3 Sn)
เพื่อปรับปรุงคุณภาพของดีบุกบรอนซ์จะมีการนำตะกั่วเข้าไป (เพิ่มคุณสมบัติต้านการเสียดสีและส่งเสริมความสามารถในการทำงานที่ดีขึ้น), สังกะสี (ปรับปรุงคุณสมบัติการหล่อ), ฟอสฟอรัส (เพิ่มคุณสมบัติการหล่อ, เชิงกลและต้านแรงเสียดทาน)
