วิธีการตรวจสอบความเบี่ยงเบนจากความตรงและอุปกรณ์สำหรับการใช้งาน ระบบเลเซอร์สำหรับตรวจสอบความตรง วัดความเรียบ ตรวจสอบความขนาน ตรวจสอบความเรียบด้วยฟีลเลอร์เกจและขอบตรง
ถึงหมวดหมู่:
ช่วยเหลือคนงานเครื่องมือ
เครื่องมือสำหรับตรวจสอบความตรงและความเรียบ
เพื่อควบคุมความเรียบและความตรง มีการใช้ขอบตรง แผ่น กระจกแบน และอุปกรณ์พิเศษต่างๆ
ไม้บรรทัดประเภท LD, LT และ LC เป็นเครื่องมือที่ใช้กันทั่วไปในการตรวจสอบความตรง พวกเขาเรียกว่าไม้บรรทัดรูปแบบ มาพร้อมกับมุมเอียงสองด้าน สามเหลี่ยม และจัตุรมุข ผลิตจากเหล็กกล้าเกรด X หรือ ShKh15 ที่มีความแม่นยำระดับ 0 และ 1 และผ่านการอบชุบด้วยความร้อนจนถึงความแข็ง HRC 58
เมื่อตรวจสอบเครื่องมือวัด จะใช้ไม้บรรทัดที่มีระดับความแม่นยำที่ 0
ความตรงของพื้นผิวถูกควบคุมโดยใช้ไม้บรรทัดในสองวิธี: เทียบกับแสงและสี เมื่อทำการทดสอบการส่งสัญญาณ ไม้บรรทัดจะถูกวางด้วยขอบที่แหลมคมบนพื้นผิวที่กำลังทดสอบ และวางแหล่งกำเนิดแสงไว้ด้านหลัง ในกรณีที่ไม่มีการเบี่ยงเบนจากความตรงและความเรียบแสงไม่ควรทะลุไปที่ใดก็ได้ ค่าเบี่ยงเบนเชิงเส้นถูกกำหนดด้วยตาหรือโดยการเปรียบเทียบกับตัวอย่างลูเมน ความกว้างขั้นต่ำของรอยกรีดที่ตาสามารถตรวจพบได้คือ 3-5 µm
ตัวอย่างของการควบคุมพื้นผิวที่ผ่านการบำบัดโดยใช้ไม้บรรทัดลวดลายแสดงไว้ในรูปที่ 1 1, ก - ง.
เมื่อทำการทดสอบโดยใช้วิธีการทาสี จะมีการเคลือบชั้นบาง ๆ หรือเขม่าที่เจือจางในน้ำมันลงบนพื้นผิวบนแผ่นพื้นผิวหรือไม้บรรทัด จากนั้นพื้นผิวที่จะทดสอบจะถูกนำไปใช้กับพื้นผิวที่ทาสีแล้วถูเบา ๆ กับพื้นผิว ประเมินคุณภาพของพื้นผิวโดยความสม่ำเสมอของคราบและจำนวนคราบบนพื้นที่ขนาด 25X25 มม. ในหลายจุด ความแตกต่างของจำนวนจุดในพื้นที่ใกล้เคียงไม่ควรเกินสองหรือสามจุด

ข้าว. 1. ตัวอย่างการควบคุมด้วยไม้บรรทัด
ไม้บรรทัดประเภท ShP, ShD, ShM และ UT ที่มีระนาบการทำงานกว้างใช้เพื่อควบคุมความตรงและความเรียบของชิ้นส่วนขนาดใหญ่ (400 มม. ขึ้นไป) เรียกว่าขอบตรง
ไม้บรรทัด ShP และ ShD ของคลาสความแม่นยำ 0, 1 และ 2 ทำจากเหล็กเกรด U7 พร้อมความแข็งพื้นผิวการทำงานที่ HRC50 พวกเขาเดินไปเพื่อควบคุมความตรงโดยใช้วิธีการส่งผ่านหรือใช้เกจวัดความรู้สึก
เส้นประเภท ShM และ UT ที่มีคลาสความแม่นยำเดียวกันทำจากเหล็กหล่อสีเทา SCh18-36 หรือเหล็กหล่อความแข็งแรงสูง VCh45-5 ที่มีความแข็ง HB 170...229 มีไว้สำหรับการควบคุมโดยใช้วิธีการทาสี
แผ่นพื้นผิวใช้เพื่อตรวจสอบความเรียบโดยใช้วิธีการพ่นสี และเพื่อใช้เป็นอุปกรณ์เสริมในระหว่างการดำเนินการควบคุมต่างๆ
แผ่นตรวจสอบผลิตขึ้นในระดับความแม่นยำ 5 ระดับ: 01, 0, 1, 2 และ 3 พื้นผิวการทำงานของเพลตสำหรับการตรวจสอบโดยใช้วิธีการทาสีจะต้องถูกขูดออกและมีความเรียบที่แม่นยำ ซึ่งทำได้โดยการขูดโดยใช้วิธีสามเพลต แผ่นพื้นผิวที่มีจุดประสงค์เพื่อวัตถุประสงค์อื่นสามารถกราวด์หรือทับได้ สามารถผลิตแผ่นมาร์กกิ้งได้โดยการไสขั้นสุดท้าย พื้นผิวการทำงานของพวกเขาสามารถแบ่งออกเป็นสี่เหลี่ยมโดยร่องตามยาวและร่องตามขวางตื้น

ข้าว. 2. แผ่นทดสอบ
เมื่อตรวจสอบความเรียบและคุณภาพของพื้นผิวการทำงานของแผ่นคอนกรีตที่ขูดโดยใช้วิธีการทาสีจำนวนจุดในสี่เหลี่ยมจัตุรัสที่มีด้าน 25 มม. ควรเป็น: สำหรับแผ่นพื้นคลาส 01 และ 0 - ไม่น้อยกว่า 30, คลาส 1 - ไม่น้อยกว่า 25 และชั้น 2 - ไม่น้อยกว่า 20
แผ่นคอนกรีตที่มีขนาดตั้งแต่ 250X250 มม. ถึง 4000X1600 มม. ทำจากเหล็กหล่อสีเทามุก SCh28-52 โดยไม่มีการรวมของแข็งและความพรุน ความแข็งของพื้นผิวการทำงานควรอยู่ที่ HB 200…220
เมื่อทำการทดสอบโดยใช้วิธีการทาสี ให้วางแผ่น (หรือชิ้นส่วน) ที่มีพื้นผิวควบคุมไว้บนพื้นผิวการทำงานของแผ่นคอนกรีตและถูเบา ๆ ความเรียบและความตรงประเมินโดยความสม่ำเสมอของจุดและจำนวนบนพื้นที่ 25x25 มม. ในหลายสถานที่
แผ่นกระจกแบน. ในการวัดบล็อกเกจและควบคุมความสามารถในการบดและความเรียบของพื้นผิวการวัด รวมถึงพื้นผิวของเกจและเครื่องมืออื่น ๆ จะใช้แผ่นกระจกแบน
แผ่นเพลตสองประเภทที่จำแนกได้ขึ้นอยู่กับวัตถุประสงค์: – แผ่นรองรับด้านล่าง (แผ่นรองรับ) ซึ่งบล็อกเกจระนาบขนานจะถูกกราวด์เมื่อทำการวัดโดยใช้วิธีการรบกวน แผ่นเหล่านี้ยังใช้เพื่อตรวจสอบความสามารถในการบดและความเรียบของพื้นผิวการวัดของบล็อกเกจ เกจ และเครื่องมืออื่นๆ มีจำหน่ายในเส้นผ่านศูนย์กลาง 60, 80, 100, 120 มม. และความหนา 20, 25 และ 30 มม. – อันบนสำหรับการวัดบล็อกเกจระนาบ-ขนานโดยใช้วิธีแทรกสอด

ข้าว. 3. แผ่นกระจกแบน
ความเบี่ยงเบนจากความเรียบของพื้นผิวการทำงานไม่ควรเกิน 0.03-0.05 ไมครอนสำหรับแผ่นที่ 1 และ 0.1 ไมครอนสำหรับแผ่นที่มีระดับความแม่นยำที่ 2
ตามมาตรฐานดังกล่าว อุตสาหกรรมจะผลิตแผ่นกระจกระนาบขนานและชุดสำหรับตรวจสอบความเรียบและความขนานร่วมกันของพื้นผิวการวัดของไมโครมิเตอร์และขายึดคันโยกโดยใช้วิธีการรบกวน ชุดประกอบด้วยแผ่นสี่แผ่นที่มีเส้นผ่านศูนย์กลาง 30, 40 และ 50 มม. ความหนาของแผ่นแตกต่างกัน 0.125 มม. ดังนั้นในชุดหมายเลข 1 ของหมวด 1 จานจึงมีขนาดดังต่อไปนี้: 15.00; 15.12; 15.25 และ 15.37 มม.
สาระสำคัญของวิธีการควบคุมการรบกวนมีดังนี้ วางแผ่นกระจกแบนไว้อย่างแน่นหนาบนพื้นผิวควบคุมจากนั้นขอบด้านใดด้านหนึ่งจะยกขึ้นเล็กน้อยจนกระทั่งเกิดมุมที่น้อยกว่า G ชั้นอากาศรูปลิ่มบาง ๆ จะถูกสร้างขึ้นระหว่างพื้นผิวควบคุมและแผ่น หากลำแสงพุ่งตรงไปที่แผ่นกระจก รังสีแต่ละเส้นที่ผ่านแผ่นจะถูกสะท้อนจากระนาบล่าง FH ที่จุด A และส่วนหนึ่งของรังสีเหล่านั้นจะหักเหและตกลงไปบนพื้นผิวควบคุมซึ่งสะท้อนจาก มันและเมื่อหักเหที่จุด b ก็จะออกมาจากลิ่ม ตัวอย่างเช่น ลำแสงจะรบกวนลำแสงที่ตกกระทบที่จุด C โดยจะสังเกตเห็นขอบสัญญาณรบกวนจำนวนหนึ่งบนพื้นผิว ในเวลากลางวันพวกมันจะถูกทาสีด้วยสีที่ต่างกัน และถ้าคุณใช้แสงสม่ำเสมอโดยส่องผ่านฟิลเตอร์สีเขียวหรือสีเหลือง คุณจะเห็นแถบสีดำสลับกับแถบที่มีสีสันสดใสในสีใดสีหนึ่งโดยเฉพาะ
ขอบสัญญาณรบกวนนั้นอยู่ในลักษณะที่ระยะห่างจากพื้นผิวของแผ่นถึงพื้นผิวควบคุมจะเท่ากันในแต่ละด้าน ระยะห่างระหว่างแถบทั้งสองนี้สอดคล้องกับการเปลี่ยนแปลงความหนาของลิ่มอากาศ 0.25 μm ดังนั้นการเปลี่ยนแปลงความหนาของลิ่มอากาศระหว่างแผ่นและพื้นผิวควบคุม 1 μm สอดคล้องกับลักษณะที่ปรากฏของแถบสี่แถบ
ในกรณีที่พื้นผิวที่ทดสอบเป็นระนาบที่แน่นอน (ความเบี่ยงเบนจากระนาบขนานกันคือประมาณ 0.25 ไมโครเมตร) ณ จุดที่พื้นผิวทั้งสองสัมผัสกัน แถบที่สังเกตจะเป็นเส้นตรงและขนานกัน ในกรณีเดียวกัน เมื่อควบคุมพื้นผิวด้วยความแม่นยำของแผ่นกระจก ขอบสัญญาณรบกวนจะหายไปและจะสังเกตเห็นสีที่สม่ำเสมอของสีเดียวกัน เมื่อตรวจสอบพื้นผิวที่ผลิตด้วยความเบี่ยงเบนจะสังเกตเห็นการบิดเบือนของขอบสัญญาณรบกวน โดยธรรมชาติของความโค้ง เราสามารถตัดสินความนูนหรือความเว้าของพื้นผิว และกำหนดขนาดของส่วนเบี่ยงเบนจากความเรียบนี้ได้อย่างง่ายดาย

ข้าว. 4. สาระสำคัญของวิธีการควบคุมการรบกวน
พื้นผิวทดสอบสองแบบ ได้แก่ นูนและเว้า แสดงในรูปที่ 1 4,ข. ในการตรวจสอบว่ามีพื้นผิวนูนหรือเว้าบนพื้นผิวหรือไม่ คุณต้องกำหนดตำแหน่งของลิ่ม และการขยายตัวจะหันไปในทิศทางที่แถบเคลื่อนที่เมื่อกดเบา ๆ บนแผ่นกระจก ถ้าความนูนของขอบสัญญาณรบกวนมุ่งตรงไปที่การขยายตัวของลิ่ม พื้นผิวก็จะนูน แต่ถ้าเป็นส่วนเว้า พื้นผิวก็จะเว้า
สามารถกำหนดจำนวนความโค้งได้ดังนี้ หากคุณวาดเส้นตรงโดยแตะแถบตรงกลาง คุณจะเห็นว่าขอบของแถบเลื่อนสัมพันธ์กับตรงกลางทีละแถบ นั่นคือ ระยะห่างระหว่างพื้นผิวของชิ้นส่วนและแผ่นเปลี่ยน 0.25 ไมครอน . ดังนั้นค่านูนคือ 0.25 µm จากรูป 4, c เห็นได้ชัดว่าพื้นผิวควบคุมมีความเว้าครึ่งแถบ เช่น 0.125 ไมโครเมตร
วิธีการรบกวนใช้ในการควบคุมพื้นผิวที่มีขนาดสูงสุด 100X100 มม.
สำหรับงานแพทเทิร์น เครื่องมือและการมาร์กในวิศวกรรมเครื่องกล มีการใช้ขอบตรง แผ่นเพลท และแพทเทิร์นสี่เหลี่ยมอย่างกว้างขวาง ได้รับการออกแบบมาเพื่อตรวจสอบความเบี่ยงเบนจากความตรง ความเรียบ และการตั้งฉากของมุมเอียง
ตาม GOST 8026–92 “ ไม้บรรทัดเกจ ข้อมูลจำเพาะ” ขอบเหล็กตรงมีการผลิต 6 ประเภท (รูปที่ 10.42): มี LD มุมเอียงสองด้าน, LT สามเหลี่ยม, LC จัตุรมุข, ShP ส่วนสี่เหลี่ยม และ ShPKh ชุบโครเมียม, I-section ShD ทั้งหมดแบ่งออกเป็นลวดลาย (ประเภท LD; LT; LC) และมีพื้นผิวการทำงานที่กว้าง (ШП; ШПх; ШД)
ยกเว้น ไม้บรรทัดเหล็กที่ให้ไว้ เหล็กหล่อไม้บรรทัดที่มีพื้นผิวกว้าง: สะพาน ShM, UT สามเหลี่ยมเชิงมุมและ หินแข็ง(ShP–TK, ShM–TK, UT–TK) ความยาวของไม้บรรทัดแตกต่างกันไปตั้งแต่ 80 ถึง 4,000 มม.
กลุ่มประเภท ShM และ UT ผลิตขึ้นในสองเวอร์ชัน: ด้วยการขูดแบบแมนนวลและพื้นผิวการทำงานที่ผ่านกระบวนการทางกล ความหยาบของพื้นผิวการทำงานคือ ร a 0.04...0.63 µm ขึ้นอยู่กับประเภทของไม้บรรทัดและระดับความแม่นยำ
ขึ้นอยู่กับความแม่นยำในการผลิตของไม้บรรทัดพวกเขาจะถูกกำหนดคลาสความแม่นยำที่เหมาะสม: สำหรับไม้บรรทัดรูปแบบ - คลาส 0 หรือ 1 และสำหรับไม้บรรทัดประเภท ShP ШД และ ШМ – 00; 0; 01; ชั้นประถมศึกษาปีที่ 1 และ 2
อายุการใช้งานโดยเฉลี่ยของไม้บรรทัดเหล็กต้องมีอย่างน้อย 8 ปี และไม้บรรทัดหินแข็ง - อย่างน้อย 10 ปี
ข้อผิดพลาดในการควบคุมโดยใช้ขอบตรงขึ้นอยู่กับวิธีการควบคุมที่ใช้ ประสบการณ์ของผู้ปฏิบัติงาน เงื่อนไขการควบคุม และมีค่าเท่ากับ 1...5 µm
การควบคุมการเบี่ยงเบนจากความตรงและระนาบที่มีขอบตรงทำได้โดยใช้หนึ่งในสามวิธี: "ผ่านแสง" โดยวิธี "การเบี่ยงเบนเชิงเส้น" หรือ "โดยการทาสี"
เมื่อตรวจสอบ "การส่งผ่าน" ไม้บรรทัดรูปแบบจะถูกวางด้วยขอบคมบนพื้นผิวควบคุม (รูปที่ 10.43, ก) และแหล่งกำเนิดแสงถูกวางไว้ด้านหลังไม้บรรทัดและชิ้นส่วน (รูปที่ 10.43, ข). หากไม่มีการเบี่ยงเบนจากความตรงหรือความเรียบ แสงไม่ควรทะลุช่องว่างระหว่างไม้บรรทัดกับพื้นผิว การเบี่ยงเบนเชิงเส้นถูกกำหนดโดยตา (รูปที่ 10.43, วี) หรือการเปรียบเทียบกับตัวอย่างแสง เกจวัดความยาวเกจสามารถใช้เป็นตัวอย่างระยะห่างได้ (รูปที่ 10.43, ช). ความกว้างของรอยกรีดขั้นต่ำที่ตากำหนดคือ 3-5 µm การตรวจสอบสามารถทำได้ทั้งพื้นผิวเปิดและมุม (รูปที่ 10.43, ง).
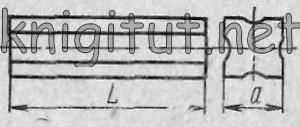
แผนภาพควบคุมโดยใช้ไม้บรรทัดที่มีพื้นผิวการทำงานกว้างและความยาวเกจจะแสดงในรูปที่ 10.44 เมื่อตรวจสอบความตรงของส่วนที่ 1 ในทิศทาง xxไม้บรรทัด 3 วางอยู่บนปลายทั้งสองที่เหมือนกัน วัด 2 ซึ่งอยู่ที่ระยะ 0.233 เท่าของความยาวของไม้บรรทัดจากปลายของมัน ใช้พื้นผิวด้านล่างของไม้บรรทัด 3 ที่มีพื้นผิวการทำงานกว้างเป็นฐานการวัด การเบี่ยงเบนจากความตรงถูกกำหนดโดยใช้เกจบล็อก ฟีลเลอร์เกจ หรือเครื่องมือวัดพิเศษที่มีหัววัด 4 วิธีการที่อธิบายไว้ใช้สำหรับการตรวจสอบความตรงในความยาวไม่เกิน 2,000 มม. เนื่องจากเมื่อใช้ไม้บรรทัดที่ยาวกว่า การโก่งตัวของพวกเขาเริ่มมี ผลกระทบที่สำคัญต่อความแม่นยำของการควบคุม
การควบคุมการเบี่ยงเบนจากความเรียบโดยวิธี "สี" ดำเนินการโดยใช้ไม้บรรทัดประเภท ShT, ShD, ShM และ UT และสำหรับไม้บรรทัดประเภท ShM และ UT พื้นผิวการทำงานจะต้องถูกขูดออก ด้วยวิธีการควบคุมนี้ พื้นผิวการทำงานของไม้บรรทัดจะถูกเคลือบด้วยสีบาง ๆ (เช่น ส่วนผสมของปรัสเซียนบลูหรือเขม่ากับน้ำมันเครื่อง) เคลื่อนไปตามพื้นผิวควบคุมและจำนวน (พื้นที่) ของจุดสี ที่เหลืออยู่บนส่วนที่ยื่นออกมาของพื้นผิวนี้ในสี่เหลี่ยมจัตุรัส 25x25 มม. ข้อผิดพลาดในการควบคุมประมาณ 3... 5 ไมครอน
แผ่นตรวจสอบ(รูปที่ 10.45) ตาม GOST 10905–86 “แผ่นทดสอบและทำเครื่องหมาย ข้อมูลจำเพาะทางเทคนิค" ทำจากเหล็กหล่อ หินแกรนิต มีขนาดตั้งแต่ 250x250 มม. ถึง 4000x1600 มม. พื้นผิวการทำงานของแผ่นเหล็กหล่อต้องผ่านการขูดด้วยมือหรือการประมวลผลทางกล ความหยาบของพื้นผิวการทำงานของเหล็กหล่อกลึงและแผ่นหินแกรนิตสอดคล้องกับ Ra1.25...0.32 µm
ระดับความแม่นยำของแผ่นพื้น – 000; 00; 0; 1; 2; 3.
ค่าเผื่อความเรียบจะถูกตั้งค่าขึ้นอยู่กับระดับความแม่นยำและขนาดของแผ่นคอนกรีต ตัวอย่างเช่น สำหรับแผ่นคอนกรีตระดับความแม่นยำ 250x250,000 - 1.2 ไมครอน และสำหรับแผ่นคอนกรีตขนาด 2500x1600 ระดับความแม่นยำที่ 3 - 120 ไมครอน
แผ่นทำจากเหล็กหล่อที่มีคุณสมบัติทางกายภาพและทางกลไม่ต่ำกว่าเกรด SCh8 ที่มีความแข็ง 170...229 HB
การใช้แผ่นหินแกรนิตซึ่งมีความแข็งของพื้นผิวการทำงานมากขึ้น ความต้านทานการสึกหรอที่สูงขึ้น และการพึ่งพาอุณหภูมิและการสั่นสะเทือนที่ต่ำกว่า ทำให้สามารถเพิ่มความแม่นยำในการควบคุมได้ แผ่นหินแกรนิตทำจาก diabase, gabbro และ หลากหลายชนิดหินแกรนิตที่มีกำลังอัดอย่างน้อย 264.9 MPa
ข้อผิดพลาดที่อนุญาตในการตรวจสอบความเบี่ยงเบนคือ 3...5 µm
ตามคำขอของลูกค้า พื้นผิวการทำงานของแผ่นเหล็กหล่อสามารถแบ่งออกเป็นสี่เหลี่ยมและสี่เหลี่ยมโดยร่องตามยาวและตามขวาง และแผ่นหินแกรนิต - มีร่องและรูเกลียว
อายุการใช้งานเฉลี่ยรวมของแผ่นพื้นคืออย่างน้อย 10 ปี
การตรวจสอบความเบี่ยงเบนจากความตรงและความเรียบโดยใช้เพลตสามารถทำได้โดยใช้วิธีการที่คล้ายกัน โดยคำนึงถึงข้อเท็จจริงที่ว่าโดยวิธีการที่คล้ายกัน โดยคำนึงถึงความจริงที่ว่าชิ้นส่วนที่ทดสอบไม่ควรมีขนาดใหญ่กว่าขนาดของเพลตและควร สามารถระบุความเบี่ยงเบนได้โดยใช้ชุดโพรบ บล็อกเกจ หรือมาตราส่วนพิเศษ เมื่อใช้วิธีการเบี่ยงเบนเชิงเส้น (“จากแผ่นคอนกรีต”) ตามกฎแล้วข้อผิดพลาดในการควบคุมจะต้องไม่เกินข้อผิดพลาดที่ได้รับจากการควบคุมโดยใช้ขอบตรง
ตรวจสอบระนาบขนาดใหญ่โดยใช้ไม้บรรทัดและตัวบ่งชี้
วิธีทั่วไปในการควบคุมความตรงของระนาบคือการตรวจสอบโดยใช้ไม้บรรทัดควบคุม การตรวจสอบนี้สามารถทำได้ "บนสี" หรือใช้บล็อกเกจและตัวบ่งชี้ โดยปกติการทดสอบ "สี" จะดำเนินการโดยใช้ไม้บรรทัดส่วน I จากโรงงาน "Caliber" อย่างไรก็ตาม สำหรับพื้นผิวขนาดใหญ่ การตรวจสอบดังกล่าวไม่สามารถแนะนำได้เนื่องจากการโก่งตัวของไม้บรรทัดยาวจากน้ำหนักของมันเอง วิธีการนี้สามารถใช้ในการตรวจสอบระนาบที่มีความยาวสูงสุด 2,500 มม. ได้สำเร็จ โดยมีความทนทานต่อความตรงสูงสุด 0.1 มม. ต่อความยาว 1 ม. ด้วยพิกัดความเผื่อที่เข้มงวดมากขึ้น เช่น 0.03 มม. ต่อ 1 ม. ความยาวของระนาบที่ทดสอบไม่ควรเกิน 1,500 มม.
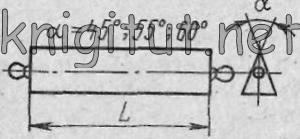
วิธีที่เป็นกลางกว่าคือการตรวจสอบเครื่องบินขนาดใหญ่โดยใช้ไม้บรรทัดและตัวบ่งชี้ ในกรณีนี้ มีการติดตั้งไม้บรรทัดควบคุมยาว 3-5 ม. บนระนาบโดยตรวจสอบบนส่วนรองรับที่เหมือนกันสองตัว (เช่น การวัดปลายทั้งสอง) ซึ่งอยู่ห่างจากปลายไม้บรรทัดที่ระยะ p เท่ากับ 0.22 ของความยาวทั้งหมด . ความเบี่ยงเบนของพื้นผิววัดโดยการอ่านตัวบ่งชี้โดยเลื่อนปลายการวัดไปตามด้านบนของไม้บรรทัดและติดตั้งบนขาตั้งที่เคลื่อนที่ไปตามพื้นผิวที่กำลังทดสอบ บางครั้งการเบี่ยงเบนของพื้นผิวจากความตรงด้วยวิธีการตรวจสอบนี้จะวัดโดยใช้บล็อกเกจ วัดระยะห่างจากระนาบด้านล่างของไม้บรรทัดถึงพื้นผิวของผลิตภัณฑ์
การใช้ไม้บรรทัดควบคุมและเครื่องมือวัดขนาดใหญ่อื่น ๆ มีความเกี่ยวข้องกับความจำเป็นในการใช้มาตรการพิเศษเพื่อกำจัดการโก่งตัวที่สำคัญจากอิทธิพลของน้ำหนักของตัวเอง ตัวอย่างเช่นการโก่งตัวจากน้ำหนักของมันเองของไม้บรรทัดควบคุมส่วน I ที่มีความยาว 3,000 มม. เมื่อรองรับอยู่ที่ปลายสามารถเข้าถึง 0.3 มม. และสำหรับไม้บรรทัดที่ยาว 6,000 มม. - สูงถึง 1.5 มม.
ตัวอย่างเช่น เมื่อตรวจสอบรางนำของเตียงเครื่องจักรที่มีความเว้าตรงกลาง ไม้บรรทัดที่ติดตั้งบนระนาบโดยตรงจะทำให้ผลการทดสอบบิดเบี้ยวอย่างมีนัยสำคัญเนื่องจากการโก่งตัว เพื่อให้ได้รับความเบี่ยงเบนน้อยที่สุดจากความตรงของไม้บรรทัดควบคุมภายใต้อิทธิพลของน้ำหนักของตัวเอง จำเป็นต้องวางจุดรองรับของไม้บรรทัดจากปลายของมันที่ระยะเท่ากับ 0.2232 ของความยาวทั้งหมดของไม้บรรทัด หรือมี การประมาณที่เพียงพอที่ระยะ 0.22 ของความยาวของไม้บรรทัด
สูตรแสดงลูกศรโก่งตัวจากน้ำหนักของตัวเองของไม้บรรทัดที่วางอยู่บนที่รองรับสองอันซึ่งอยู่ที่ปลาย
โดยที่ P คือน้ำหนักของหนึ่งเซนติเมตรเชิงเส้นของไม้บรรทัดมีหน่วยเป็นกิโลกรัม/ซม. l คือความยาวของไม้บรรทัดเป็นซม. E คือโมดูลัสความยืดหยุ่น มีหน่วยเป็น kg/cm2; ฉัน คือโมเมนต์ความเฉื่อยในหน่วย ซม. 4 หากวางไม้บรรทัดนี้ไว้บนที่รองรับสองตัวซึ่งอยู่ห่างจากปลายเป็นระยะทาง 0.2232 เท่าของความยาวของไม้บรรทัด ดังนั้นสูตรจะแสดงลูกศรโก่งตัว
 เปรียบเทียบค่าของ f1 และ f2 ที่เราได้รับ
เปรียบเทียบค่าของ f1 และ f2 ที่เราได้รับ 
ดังนั้น การจัดเรียงตัวรองรับที่เหมาะสมที่สุดที่ระบุจะช่วยลดอิทธิพลของการโก่งตัวเมื่อเปรียบเทียบกับการจัดเรียงตัวรองรับที่ปลายไม้บรรทัดประมาณ 48 เท่า และสำหรับกรณีข้างต้นสามารถลดการโก่งตัวของไม้บรรทัดที่ยาว 6,000 มม. เหลือ 0.03 มม. และ ไม้บรรทัดยาว 3000 มม. ถึง 0.006 มม. บล็อกเกจระนาบขนานที่มีความยาว 1,000 มม. และหน้าตัด 9X35 มม. ซึ่งได้รับการรองรับในลักษณะนี้ ความยาวจะลดลงเมื่อเบี่ยงเบนด้วยน้ำหนักของมันเองเพียง 0.2 ไมโครเมตร อย่างไรก็ตามการลดลงจากน้ำหนักของตัวเองในตำแหน่งแนวตั้งก็เท่ากับ 0.2 ไมครอนเช่นกัน บล็อกเกจเดียวกันที่มีความยาว 3000 มม. พร้อมการจัดเรียงส่วนรองรับที่เหมาะสมที่สุดจะลดลงเนื่องจากการโก่งตัวเพียง 2 µm ข้อผิดพลาดในการวัดขนาดนี้ไม่มี ความสำคัญในทางปฏิบัติและสามารถละเลยได้ ข้อจำกัดในการใช้ไม้บรรทัดยาวนั้นถูกจำกัดด้วยการโก่งตัวจากน้ำหนักของมันเอง มักจะเปิดอยู่ โรงงานสร้างเครื่องจักรไม้บรรทัดควบคุมใช้ความยาวสูงสุด 5,000 มม. เท่านั้น
เพื่อควบคุมความตั้งฉากของพื้นผิวที่กลึงกับพื้นผิวฐาน ในบางกรณีบนชิ้นส่วนขนาดใหญ่ จะใช้สปินเดิลของเครื่องคว้านที่มีตัวบ่งชี้ (ดูรูปที่ 219) อย่างไรก็ตาม เมื่อสปินเดิลยืดออกอย่างมาก การโก่งตัวจากน้ำหนักของมันเองจะส่งผลต่อความแม่นยำในการวัด ดังนั้นในกรณีนี้ จะใช้ระดับที่แม่นยำ โดยคำนึงว่าฐานและพื้นผิวควบคุมได้รับการตรวจสอบล่วงหน้าและตรงแล้ว หากพื้นผิวฐานประกอบด้วยพื้นที่แยกขนาดเล็กและห่างไกลจากกัน (โครงสร้างหรือเทคโนโลยี) จากกันแนวนอนของมันจะถูกตรวจสอบโดยวิธีออพติคัลโดยใช้กล้องโทรทรรศน์และสัญญาณเป้าหมายหรือโดยอุปกรณ์อุทกสถิต - วิธีการสื่อสารของเรือ วิธีหลังใช้ตรวจสอบความตรงและแนวนอนของพื้นผิว

รูปที่. 221. ตรวจสอบโดยใช้อุปกรณ์อุทกสถิต
ตัวอย่างเช่น อุปกรณ์อุทกสถิตใช้สำหรับการจัดตำแหน่งบนเครื่องจักรและสำหรับการควบคุมเฟรมขนาดใหญ่ตามพื้นที่ฐานในระนาบแนวนอนเพิ่มเติม ไปที่ฐานชานชาลา 1, 5 และ 7 ของโครงขาตั้งการทำงาน โรงสีกลิ้ง(รูปที่ 221) ซึ่งอยู่ในระนาบเดียวกันและประมวลผลในการติดตั้งครั้งเดียวมีการติดตั้งภาชนะวัดที่สื่อสาร 2, 4 และ 8 สามใบ ในแต่ละภาชนะ (โหนด M) หัวไมโครมิเตอร์ 11 ที่มีปลายการวัดแบบแหลมได้รับการแก้ไข ส่วนหัวของภาชนะทั้งสามลำถูกตั้งไว้ที่ตำแหน่งศูนย์จากพื้นผิวรองรับที่ถูกขูด เรือเชื่อมต่อกันด้วยท่ออ่อนตัวเข้ากับตัวรับ 3; เมื่อติดตั้งเครื่องรับบนขาตั้ง 9 ซึ่งอยู่บนโครงกรงบนลำแสงระหว่างแท่นฐาน น้ำจะเต็มท่อและภาชนะวัด โมเมนต์ที่ปลายวัดสัมผัสกับพื้นผิวของน้ำในภาชนะจะถูกกำหนดด้วยสายตา
เมื่อปลายการวัดสัมผัสกับพื้นผิวของน้ำในภาชนะ ความแตกต่างในการอ่านค่าของหัวไมโครมิเตอร์ทั้งสามตัวจะเป็นตัวกำหนดตำแหน่งที่ถูกต้องของพื้นที่ฐานในระนาบแนวนอนเดียวกัน หลังจากตรวจสอบแนวนอนของระนาบฐานแล้ว คุณสามารถตรวจสอบความตั้งฉากของพื้นผิวรองรับ 6 ของขาเตียงและพื้นผิวนำทาง 10 กับระนาบฐานได้โดยใช้ระดับเฟรมหรือแกนหมุนของเครื่องจักร
ความแม่นยำของอุปกรณ์ไม่เกิน 0.02 มม. ก็เพียงพอแล้ว เมื่อทำงานคุณต้องหลีกเลี่ยงไม่ให้มีฟองอากาศในท่อซึ่งอาจนำไปสู่ ความผิดพลาดร้ายแรง. การอ่านค่าบนหัวไมโครมิเตอร์ทั้งสามหัวควรอ่านทีละหัวโดยตรงเพื่อหลีกเลี่ยงข้อผิดพลาดที่เพิ่มขึ้น
ความตรงของระนาบระหว่างการประกอบและ งานติดตั้งตรวจสอบโดยวิธีการที่อนุญาตให้วัดค่าเบี่ยงเบนเชิงเส้นหรือเชิงมุมได้โดยตรง วิธีการเชิงเส้นรวมถึงการตรวจสอบด้วยกระจกเงาน้ำ วิธีสตริง การตรวจสอบด้วยกล้องโทรทรรศน์และเครื่องหมายเป้าหมาย ฯลฯ การใช้เครื่องวัดระดับ กล้องโทรทรรศน์และคอลลิเมเตอร์ จะกำหนดการเบี่ยงเบนเชิงมุมจากความตรง
ตรวจสอบ ความตรงและ ความเรียบดำเนินการเป็นหลัก ผู้ปกครองและ แผ่นพื้นผิว.
ตรวจสอบด้วยไม้บรรทัดดำเนินการโดยการเปรียบเทียบพื้นผิวที่จะตรวจสอบกับพื้นผิวอ้างอิงโดยใช้วิธี "ส่งผ่าน" และตรวจสอบด้วย โดยใช้เตา- วิธีการ “ทาสี” และกำหนดขนาดช่องว่างด้วยฟิลเลอร์เกจ ความแม่นยำในการวัดที่ได้รับสูงถึง 0.01 มม.
เส้นตรง. GOST 8026-75 จัดให้มีการผลิตไม้บรรทัดสอบเทียบเจ็ดประเภทโดยโรงงานเครื่องมือ (ตารางที่ 55)
วัสดุสำหรับการผลิตไม้บรรทัด LD, LT และ LC คือเหล็กเกรด X, HRC 58-61 (GOST 5.1450-72) ShP, ShD - เหล็ก U7, 50 หรือ 60, HRC 50-53; ShM, UT - เหล็กหล่อสีเทา SCh 18-36 หรือ VC 45-5, NV 170-229
ความเบี่ยงเบนของมุมระหว่างพื้นผิวการทำงานของไม้บรรทัด UT ไม่ควรเกิน ±5" สำหรับไม้บรรทัดชั้น 1 และ ±10" สำหรับไม้บรรทัดชั้น 2
พื้นผิวการทำงานของไม้บรรทัด SHM และ UT จะต้องเป็น ขูด. ตรวจสอบบนแผ่นพื้นผิวโดยใช้วิธี "ทาสี" โดยมีจำนวนจุดในช่องสี่เหลี่ยมขนาด 25×25 มม. อย่างน้อย 30 จุดสำหรับไม้บรรทัดประเภท 0 25 - สำหรับผู้ปกครองชั้น 1; 20 - สำหรับผู้ปกครองคลาส 2
แผ่นทดสอบและ การทำเครื่องหมาย (ความต้องการทางด้านเทคนิคตาม GOST 10905-75) มาตรฐานนี้จัดทำขึ้นสำหรับแผ่นเหล็กหล่อที่มีขนาดสูงสุด 4000×1600 มม. ผลิตด้วยพื้นผิวการทำงานแบบขูดและไม่ขูดที่มีระดับความแม่นยำ - 0, 1, 2 และ 3
55. ขนาดหลักและระดับความแม่นยำของไม้บรรทัดสอบเทียบ



แผ่นพื้นคลาส 2 และ 3 มักจะจัดเป็นแผ่นทำเครื่องหมายพื้นผิวการทำงานของแผ่นคอนกรีตเหล่านี้สามารถแบ่งออกเป็นสี่เหลี่ยมโดยร่องตื้นตามยาวและตามขวาง
วัสดุของแผ่นเป็นเหล็กหล่อสีเทาเกรดไม่ต่ำกว่า SCh 18-36, HB 170-230
ในตาราง 56 ให้ข้อมูลเกี่ยวกับขนาดของแผ่นพื้นและข้อกำหนดเพื่อความถูกต้อง
สำหรับแผ่นคอนกรีตที่มีไว้สำหรับการทำงานโดยใช้วิธี "ทาสีบน" พื้นผิวการทำงานจะต้องถูกขูดด้วยจำนวนจุดในช่องสี่เหลี่ยมขนาด 25X25 มม. อย่างน้อย 30 จุดสำหรับแผ่นพื้นคลาส 0 25 - สำหรับแผ่นพื้นคลาส 1; 20 - สำหรับแผ่นพื้นคลาส 2
56. ขนาดและระดับความแม่นยำของแผ่นทดสอบและทำเครื่องหมาย


แผ่นทุกขนาดและระดับความแม่นยำหลังการหล่อและ เครื่องจักรกลอยู่ภายใต้ความชรา
เพื่อควบคุมการเบี่ยงเบนรูปร่าง จากความเรียบและความตรงใช้เส้นตรง แผ่นปรับเทียบและทำเครื่องหมายและระดับ
ขอบตรงสามารถมีลวดลายได้ด้วยพื้นผิวการทำงานที่กว้างหรือเชิงมุม ไม้บรรทัดลวดลายมีความแม่นยำสูงสุดและมีส่วนตัดขวางที่แตกต่างกัน โดยมีจำนวนขอบการทำงานตั้งแต่ 1 ถึง 4 และความยาว 25...500 มม. ไม้บรรทัดที่มีขอบด้านเดียวใช้เพื่อกำหนดความเบี่ยงเบนจากความตรงในแสงการไม่มีช่องว่างแสงระหว่างชิ้นส่วนกับไม้บรรทัดเป็นการยืนยันความตรงของเจเนราทริกซ์ และการมีอยู่ของช่องว่างแสงบ่งบอกถึงการเบี่ยงเบนจากความตรง (ด้วยทักษะบางอย่าง สามารถประเมินความเบี่ยงเบนจากความตรง 1...2 ไมครอนได้ ด้วยตา)
ในการตรวจสอบความเบี่ยงเบนจากความเรียบ คุณสามารถใช้ไม้บรรทัดที่มีขอบด้านเดียวหรือสามหรือสี่ด้านได้ ใช้ไม้บรรทัดที่มีขอบด้านเดียวกับระนาบที่กำลังทดสอบในสถานที่ต่างกันและในทิศทางที่ต่างกันผลลัพธ์ประเมินตามขนาดของช่องแสง ใช้ไม้บรรทัดสามเหลี่ยมและจัตุรมุขเพื่อตรวจสอบการทาสีเครื่องบิน เพื่อจุดประสงค์นี้ ขอบการทำงานของไม้บรรทัดจะถูกเคลือบด้วยสีพิเศษบาง ๆ (สีน้ำเงิน) จากนั้นไม้บรรทัดจะถูกเคลื่อนไปตามระนาบที่กำลังตรวจสอบ ซึ่งเป็นผลมาจากการที่สีจากไม้บรรทัดถ่ายโอนไปยังระนาบที่กำลังตรวจสอบ . เนื่องจากความไม่สม่ำเสมอของเครื่องบินแต่ละลำ จึงไม่ได้ทาสีทั้งหมด แต่อยู่ในจุดที่ความเข้มต่างกัน ส่วนที่ยื่นออกมาของเครื่องบินถูกเคลือบด้วยสีมากกว่าส่วนเว้า การขูดหรือการเจียรส่วนที่ยื่นออกมาในภายหลังทำให้มั่นใจได้ว่าสีจะกระจายทั่วทั้งพื้นผิวอย่างสม่ำเสมอ
ไม้บรรทัดที่มีพื้นผิวการทำงานกว้างจะใช้ในการตรวจสอบระนาบขนาดใหญ่หรือระนาบที่มีช่องว่างหรือรอยบากขนาดใหญ่ ผู้ปกครองเหล่านี้สามารถยาวได้ถึง 6 ม.
เพื่อรักษาความตรง ไม้บรรทัดจะต้องค่อนข้างแข็ง ซึ่งเป็นสาเหตุว่าทำไมจึงต้องขึ้นรูปเป็นคานแข็งและกรอบคู่
ไม้บรรทัดมุมใช้เพื่อตรวจสอบระนาบที่อยู่ในมุมที่กำหนดซึ่งกันและกันความยาวของไม้บรรทัดที่มีหน้าตัดเป็นรูปสามเหลี่ยมหรือสี่เหลี่ยมคางหมูคือ 250... 1,000 มม. เพื่อความสะดวกในการใช้งาน ไม้บรรทัดมีที่จับที่ส่วนท้าย
แผ่นตรวจสอบออกแบบมาเพื่อตรวจสอบความเบี่ยงเบนจากความเรียบ นอกจากนี้ยังใช้เป็นพื้นผิวฐานสำหรับติดตั้งมินิมิเตอร์ ออปติมิเตอร์ ไม้บรรทัดไซน์ หัวตรงกลาง ปริซึม และอุปกรณ์วัดอื่น ๆ แผ่นคอนกรีตสำหรับการตรวจสอบผลิตขึ้นในสิบขนาด - ตั้งแต่ 100×200 ถึง 1,000×1500 มม. (สำหรับวัตถุประสงค์พิเศษ จะทำแผ่นคอนกรีตขนาด 3200×5000 มม.)ขึ้นอยู่กับความถูกต้องของพื้นผิวการทำงาน แผ่นคอนกรีตจะแบ่งออกเป็นสี่ประเภท แผ่นพื้นของคลาส 0, 1 และ 2 มีไว้สำหรับการสอบเทียบ และแผ่นคอนกรีตของคลาส 3 มีไว้สำหรับการทำเครื่องหมาย พื้นผิวการทำงานของแผ่นคอนกรีตที่มีไว้สำหรับการทดสอบสีจะต้องถูกขูดออก และเพื่อการทดสอบที่แม่นยำยิ่งขึ้น ให้กราวด์ใน สามารถไสพื้นผิวของแผ่นมาร์กกิ้งได้
ระดับ- อุปกรณ์เหล่านี้เป็นอุปกรณ์วัดที่ช่วยให้คุณกำหนดตำแหน่งของระนาบเฉพาะที่สัมพันธ์กับขอบฟ้าและวัดความลาดชันและมุมเล็ก ๆ ระดับคือหลอดแก้วปิดผนึก - หลอดบรรจุพร้อมสเกล พื้นผิวด้านในซึ่งมีความเว้าและมีรัศมีความโค้งระดับหนึ่ง ตห้องโดยสารเต็มไปด้วยอีเทอร์เพื่อให้ไออีเทอร์ในรูปฟองอากาศเพียงเล็กน้อยเท่านั้นที่ครองจุดสูงสุด ระดับของช่างเครื่องมีตัวเครื่องที่มีฐานด้านล่างแบนสำหรับวางหลอดบรรจุไว้
หากต้องการตรวจสอบตำแหน่งของพื้นผิวแนวตั้ง ให้ใช้ระดับเฟรม ซึ่งขอบด้านข้างตั้งฉากกับฐานโดยมีหลอดบรรจุอยู่ภายใน ตำแหน่งที่ถูกต้องของฐานของระดับในทิศทางตามขวางจะถูกควบคุมโดยหลอดที่สองที่มีความแม่นยำน้อยกว่าเมื่อเอียงแอมพูลเล็กน้อย และเมื่อเอียงทั้งระดับ ฟองอากาศภายในระดับจะเปลี่ยนไปสัมพันธ์กับสเกล เมื่อฟองถูกแทนที่ด้วยช่วงการแบ่งเท่ากับ 2 มม. มุมเอียงของระดับ (ค่าการแบ่ง) จะเท่ากับ 2″
เพื่อควบคุมการเบี่ยงเบนจาก ความกลม(การตกไข่และการตัด) และ โปรไฟล์ส่วนตามยาว(รูปทรงกรวย รูปทรงกระบอก รูปอาน และโค้ง) ส่วนใหญ่จะใช้เป็นเครื่องมือวัดสากล ดังนั้นการตกไข่ของชิ้นส่วน (รูปที่ 49, a) จึงถูกวัดด้วยตัวบ่งชี้บนขาตั้งปกติหรือใช้วงเล็บ ในกรณีนี้ ชิ้นส่วนจะถูกหมุนหนึ่งหรือสองรอบ หลังจากนั้นจะคำนวณความแตกต่างระหว่างการอ่านตัวบ่งชี้ที่ใหญ่ที่สุดและเล็กที่สุด
เมื่อควบคุมการตัดแล้ว(รูปที่ 49, b) ฐานการวัดคือปริซึมที่มีมุม 90° ซึ่งสำหรับการตัดทั่วไปที่สุด (ที่มีหน้าตัด 3 และ 5 หน้า) จะให้ค่าการตัดเป็นสองเท่า
บาร์เรล(รูปที่ 49, ค) อาน(รูปที่ 49, ง) และ ความโค้ง(รูปที่ 49 จ) ตรวจสอบโดยการวัดชิ้นส่วนเป็นสามส่วนตามแนวแกน
การควบคุมเรียว(รูปที่ 49 จ) ดำเนินการ โดยวิธีธรรมดาการวัดเส้นผ่านศูนย์กลางเป็นสองส่วนซึ่งอยู่ที่ปลายชิ้นส่วน

เมื่อตรวจสอบตำแหน่งของพื้นผิว การวัดประเภทหลักคือ: การตรวจสอบระยะห่างระหว่างแกนของรู, การตรวจสอบตั้งฉากของแกนของรูและระนาบ, การตรวจสอบตั้งฉากของพื้นผิวทรงกระบอกหรือพื้นผิวทรงกระบอก

ในการผลิตเดี่ยวและขนาดเล็ก วิธีการหลักในการวัดตำแหน่งสัมพัทธ์ของพื้นผิวคือเครื่องมือวัดสากล ในขนาดใหญ่และ การผลิตจำนวนมากมีการใช้อุปกรณ์พิเศษพร้อมเครื่องมือวัดขนาดวิธีการหลักในการวัดระยะห่างระหว่างแกนของรูคือปลั๊กเกจและแคลมป์เกจ การควบคุมตั้งฉากของแกนของรูและระนาบนั้นดำเนินการโดยใช้สี่เหลี่ยมและการควบคุมตั้งฉากร่วมกันของแกนของสองรูหรือตั้งฉากของแกนของรูถึงจุดสิ้นสุดทำได้ด้วยเกจเทมเพลตพิเศษ การควบคุมการจัดตำแหน่งของรูมักจะดำเนินการด้วยหมุดกลิ้งที่แข็งและหากมีขนาดเส้นผ่านศูนย์กลางต่างกันก็ให้ใช้หมุดกลิ้งแบบขั้นบันได ในตาราง รูปที่ 8 แสดงวิธีการวัดและแผนผังของอุปกรณ์สำหรับตรวจสอบตำแหน่งของพื้นผิว.
